
ВСТУП
Дійсно, хонінгування отворів (циліндрів) традиційно є загадковим для багатьох ремонтників процесом обробки. І є ряд причин для цього, які лежать у самому процесі та його індивідуальних особливостях. Серед них ми зазначимо, наприклад, наступне:
1. Технологічна база. При хонінгуванні її немає жодної. Це означає, що при значному припуску на хонінгування вісь отвору легко може бути довільно перекошеною, а деталь – зіпсованою. На практиці це означає, що припуск на хонінгування не повинен бути дуже великим. Хоча він також повинен бути не маленьким, але з інших причин …
2. Макрогеометрія отвору. Він визначає продуктивність та довговічність двигуна і залежить від великої кількості факторів, при цьому зробити ідеальний циліндр з отвору не так просто. Більшість факторів макрогеометрії забезпечує верстат, на якому виконується хонінгування, та оператор, який легко може зіпсувати будь-яку деталь (і зразок – також).
3. Поверхнева мікрогеометрія. Це не менш важливо, оскільки він визначає умови для змащення частин двигуна, що контактують з поверхнею отвору, і залежить від не менше ряду факторів. Зокрема, і від припуску на хонінгування теж – якщо він занадто малий, то з мікрогеометрією поверхні гарантуються серйозні проблеми. З іншого боку, якщо макрогеометрія не важко виміряти, то для вимірювання мікрогеометрії може бути серйозною науковою та технічною проблемою, що потребує грошей та часу. Більшість факторів мікрогеометрії забезпечують хонінгувальні бруски, встановлені на хонінгувальної головці, однак, режими хонінгування, визначені оператором, і реалізовані під час роботи хонінгувального верстата, також мають значення.
4. Обладнання та інструмент для хонінгування. Мають вирішальне значення для забезпечення необхідної якості ремонту. Часи, коли можна було намотати наждачний папір на дриль, давно минули – сучасний двигун не пропрацює довго після такого «хонінгування». А як це має бути?
5. Інформація. Саме вона відповідає на питання “як повинно бути?”. І має вирішальне значення для правильної конфігурації обладнання та отримання правильних результатів обробки. Він складається в основному з рекомендацій. Ось їх і потрібно виконувати, щоб випадково не перетворити власний цех на місцевий центр з виробництва зіпсованих блоків циліндрів чи навпаки – на глобальний науково-дослідний центр з дослідження проблем хонінгування в безповітряному просторі.
Виходячи з цих ознак, хонінгування не є таким простим процесом, як це здається деяким, його важко зробити правильно, а ще складніше контролювати. Тому ми й почнемо з нього.
Частина 1. ЗАГАЛЬНІ ВІДОМОСТІ ПРО ХОНІНГУВАННЯ
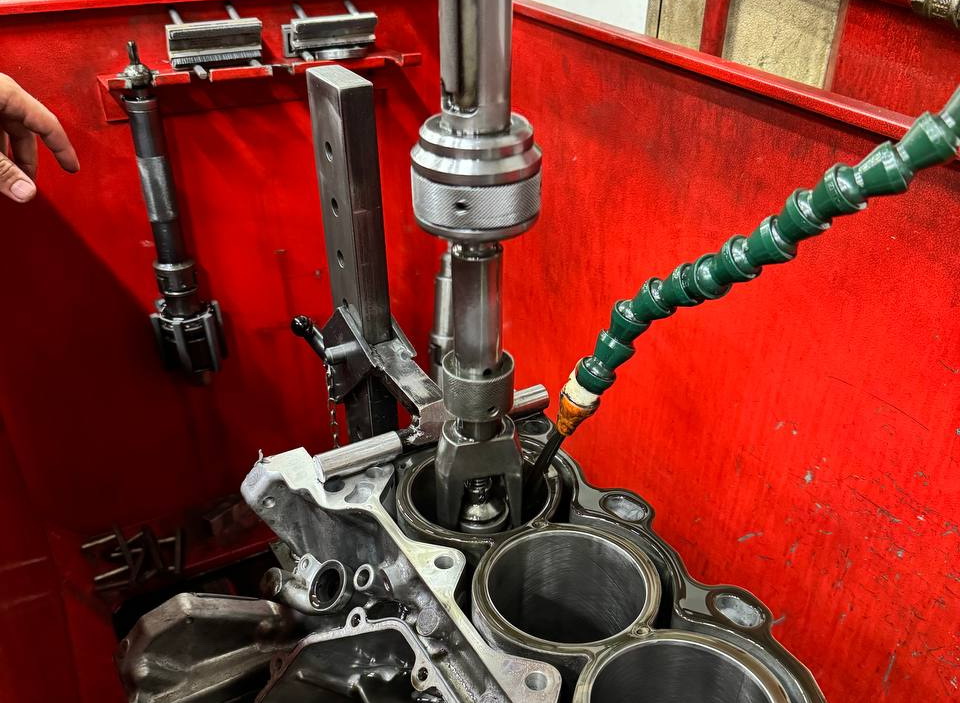
СХЕМА РОБОТИ ХОНГОЛОВКИ
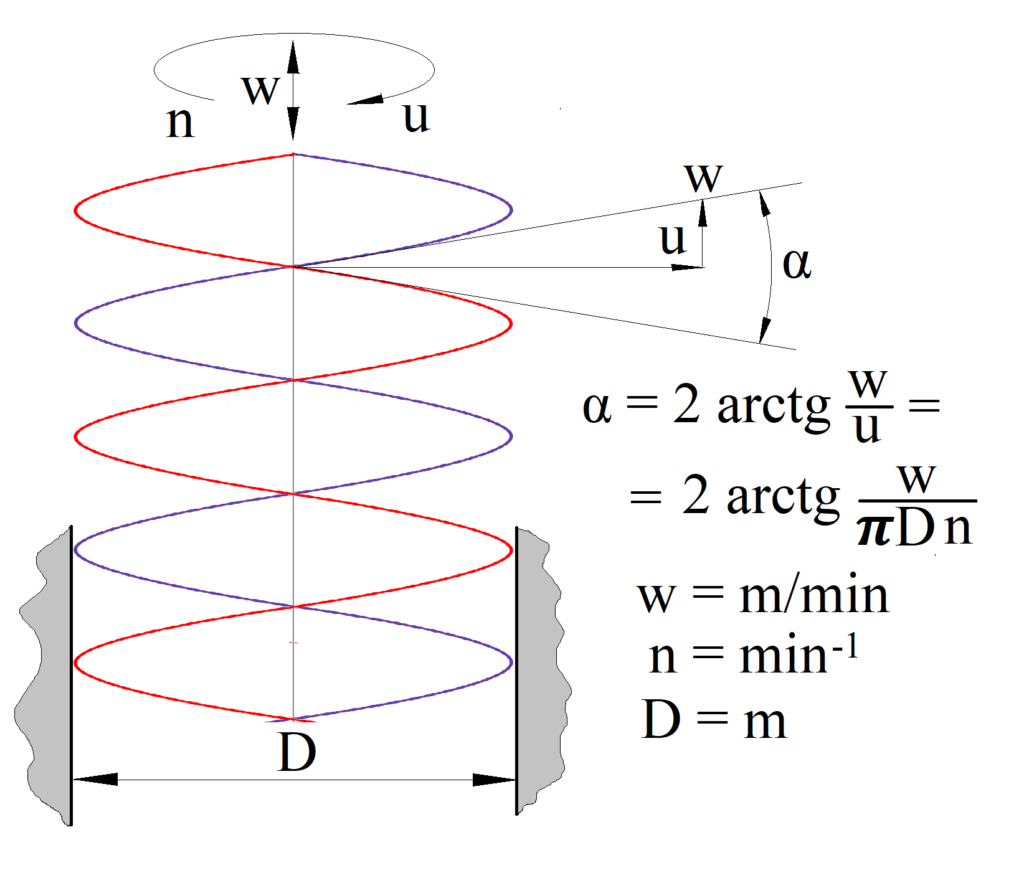
Умовні позначення:
α — кут хонінгування, u — швидкість обертання, n — частота обертання, w — швидкість вертикального подавання, D — діаметр оброблюваного циліндра
Визначення
Хонінгування — вид абразивного оброблення отвори, які дають змогу усувати шорсткості на поверхні, скоригувати геометричну форму та забезпечити точність розміру отвору.
Реалізація процесу
Проводиться із застосуванням хонінгувальних головок (хонів) за допомогою поєднання обертального та зворотно-поступального руху хону з закріпленими на ньому розсувними абразивними брусками
Основні параметри процесу
1. Швидкість обертання хонголовки
2. Швидкість вертикального подавання (переміщення) хонголовки. Спільно зі швидкістю обертання визначає кут хонінгування — один із головних параметрів хонінгування.
3. Мертві точки — верхня та нижня межі переміщення хонголовки
4. Подавання хонінгівальних брусків на розтискання створює тиск брусків на поверхню — другий із головних параметрів хонінгування
5. Абразивні властивості брусків — третій головний параметр хонінгування
Додаткові параметри
Кількість брусків на хонголівці — впливає на точність оброблення (чим більше брусків, тим менше їх зношування і тим точніший розмір оброблення)
Частина 2. ОСНОВНІ ВИМОГІ ДО ПРОЦЕСУ ХОНІНГУВАННЯ
1. Швидкість обертання хонголовки (u).

Основні вимоги:
А. Підтримка постійної заданої швидкості обертання у разі зміни навантаження на хонголівку в процесі хонінгування.
Потрібне для якісного хонінгування. Постійність швидкості необхідна для витримування заданого кута хонінгування (перший головний параметр хонінгування).
Ця вимога призводить до того, що двигун обертання хонголовки має мати чималу потужність, особливо у разі хонінгування великих діаметрів і використання алмазних хонінгувальних брусків (які для нормальної роботи вимагають збільшеного тиску хонінгування).
Б. Плавне регулювання швидкості обертання в широких межах.
- Обов’язкова умова, яка витікає з потреби завдання кута хонінгування (зазвичай в діапазоні 15-700для різних діаметрів отворів.
Причини порушення постійної швидкості обертання
- Слабкий двигун зі слабким крутним моментом (особливо впливає під час використання алмазних брусків).
Спосіб виконання вимог:
- Потужний електродвигун із плавним електронним регулюванням і підтриманням постійної швидкості, заданої оператором.
Звичайне значення потужності — 1,5 кВт, однак воно може бути збільшене для 2-2,5 кВт.
2. Швидкість вертикального подавання хонголовки (W).

Основні вимоги:
А. Підтримка постійної заданої швидкості вертикального переміщення хонголовки.
Разом із постійною швидкістю обертання забезпечує постійний заданий кут хонінгування. Надзвичайно важлива справа, яка часто порушується.
Причини порушення постійної швидкості подавання:
1. Неправильна конструкція верстата (наприклад, балка, що гойдається не може забезпечити постійну вертикальну швидкість)
2. Слабкий привод із недостатніми зусиллями
3. Несправність гідравліки приводу.
Наслідки непостійної швидкості обертання або подавання:
Непостійний кут хонінгування — дає перетину рисок під малими кутами, що викликає руйнування поверхні між ними та зменшення площі опорної поверхні (ця площа важлива для роботи поршневих кілець)
Б. Плавне регулювання швидкості вертикального подавання в широких межах.
Обов’язкова умова, яка витікає з потреби завдання кута хонінгування (зазвичай в діапазоні 15-700для різних діаметрів отворів.
3. Мертві точки
Основні вимоги
А. Точне позиціювання мертвих точок. Особливу увагу на нижню мертву точку.
Точність позиціювання:
Для хонінгування глухих отворів верстат має витримувати точність позиціювання хонголівки в нижній мертвій точці не гірше +1 мм.
Наслідки неточності позиціювання:
Під час плавального положення нижньої мертвої точки можливе ушкодження брусків і хонголовки, а також пошкодження шпинделя верстата.
Можливе рішення:
Електронні датчики крайніх положень (мертвих точок) хонголовки
Б. Миттєвий відскок хонголовки від мертвих точок
Потрібно для збереження постійної вертикальної швидкості
Наслідки запаздування:
Поява на поверхні рисок під різними кутами, зниження якості хонінгування.



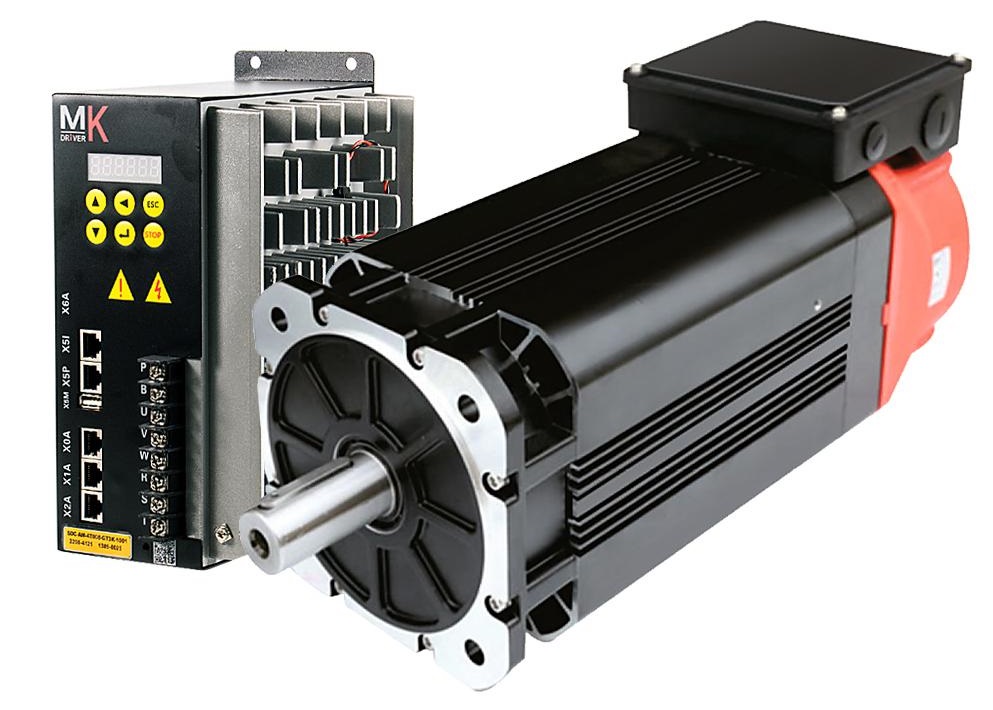

Елементи сервоприводу вертикальної подачі: датчик мертвої точки, кулькова гвинтова пара, серводвигуни з драйверами
Можливі способи виконання вимог до вертикального подавання хонголовки:
1. Найкращий варіант конструкції привода – сервопривод із кульковинтовим передаванням і з автоматичним підтриманням заданої швидкості.
2. Найгірший варіант приводу вертикального подавання — гідравлічний. Дає велику кількість несправностей в експлуатації, низьку точність позиціювання, низьку якість хонінгування внаслідок різних швидкостей вертикального подавання вгору та вниз, складності налагодження гідросистеми.
4. Автоматизація обертання і вертикального подавання хонголовки та брусків на розтискання
Відома велика кількість способів і рішень — завдання кількості циклів, швидкості, часу тощо.
Основні проблеми:
1. Важкость автоматичного керування подаванням брусків
2. Важкості зв’язку функцій автоматики подавання й обертання з керуванням подаванням брусків хонінгової головки.
Додаткова проблема:
Складність контролю розміру отвору в процесі хонінгування
Наслідки браку автоматичного подавання брусків хонголовки:
1. Верстат з автоматичними функціями перетворюється на звичайний верстат із ручним керуванням подавання брусків.
2. Немає параметрів контролю режиму хонінгування — оператор працює наосліп.
 Способи розв’язання проблеми автоматичного подавання брусків:
Способи розв’язання проблеми автоматичного подавання брусків:
1. Керування подаванням брусків хонголовки необхідно здійснювати спільно з керуванням швидкістю обертання і вертикального подавання хонголовки.
2. Основний параметр автоматичного керування (регулювання) подавання брусків — тиск брусків на поверхню циліндра (так званий тиск хонінгування)
3. Тиск хонінгування пропорційно крутному моменту обертання хонголовки, яке, своєю чергою, пропорційно силі струму електродвигуна шпинделя
4. Сенсорний екран із функціями та параметрами верстата
5. Виведення величини тиску хонінгування (крутного моменту) в % на екран
6. Можливість для оператора завдання тиску хонінгування в%
Додаткові функції автоматичного подавання брусків
Розпізнавання різниці в крутному моменті на різній висоті отвори й автоматичне регулювання брусків на усунення різниці моменту — забезпечує автоматичне виправлення геометрії циліндра
5. Хонингувальна головка
Основные типы хонинговальных головок
А. Хонголовка пружинна

Технічні особливості:
Плаваючі (не жорсткі) бруски
Основні проблеми:
1. Тиск хонінгування створюється пружиною
2. Немає управління подачею брусків на розтиск
3. Неможливо виправити геометрію отвору
Застосування:
1. Застосовується тільки як ручний інструмент
2. Не застосовується у конструкції сучасних верстатів
Б. Хонголовка з ручною подачею хонінгувальних брусків (тип Sunnen)

Технічні особливості:
1. Стандартна схема – 2 бруски та 2 напрямні черевика (дуже рідко застосовуються 4 бруски)
2. Широкий діапазон регулювання подачі брусків (на 50 мм і більше)
3. Точне регулювання подачі брусків мікрометричним гвинтом на хонголовці (планетарний механізм)
Основні проблеми:
1. Неможливість регулювання розтискання брусків під час роботи верстата (потрібно зупинити верстат, щоб регулювати розтискання вручну)
2. Невдала схема – зменшення кількості брусків (до 2-х) для спрощення та здешевлення конструкції дає значне погіршення якості хонінгування (вібрації, дроблення)
Застосування:
Досі застосовується в деяких верстатах старих конструкцій
В. Модернізована ручна хонголовка (тип Sunnen) з пристроєм подачі брусків

Технічні особливості:
1. Конструкція повністю ідентична головці з ручною подачею брусків, але до мікрометричного гвинта приєднаний приводний вал подачі
2. Зазвичай використовується разом із фрикційно-планетарним пристроєм подачі, що дозволяє вручну (притримування дисків) керувати подачею брусків при роботі верстата
Основні проблеми:
1. Проблема регулювання в автоматичному розтиску (зазвичай застосовується ручне регулювання за допомогою пристрою подачі)
2. Невдала схема – зменшення кількості брусків (до 2-х) для спрощення та здешевлення конструкції дає значне погіршення якості хонінгування (вібрації, дроблення)
Застосування:
Досить широко застосовується в сучасних верстатах.
Г. Многобрускова хонголовка (ремонтний тип)

Технічні особливості:
1. 4-8 брусків
2. Подача брусків на розтиск виконується переміщенням клинів
3. Привідний вал виконує функцію штовхача внутрішнього конуса хонголовки, що розсуває клини
4. Зазвичай використовується зі штатними механізмами керування подачею брусків верстата
5. Забезпечує високу якість хонінгування
6. Можливе використання як абразивних, так і алмазних брусків
Основні проблеми:
Малий діапазон регулювання (для збільшення потрібна велика кількість комплектів тримачів брусків різної товщини)
Застосування
1. Застосовується в найсучасніших сучасних верстатах
2. Застосовувалася колись і в старих радянських верстатах, але з подачі продавців іноземного товару та їх реклами нерідко замінювалася не цілком компетентними ремонтниками дешевими імпортними хонголовками типу Sunnen.
Д. Многобрускова хонголовка (промисловий тип)

Технічні особливості:
1. 10-12 і більше брусків
2. Усі особливості конструкції аналогічні попередньому типу
3. Забезпечує найвищу якість хонінгування
Основні проблеми:
1. Занадто малий діапазон регулювання, розрахований виробництва серійних виробів
2. Розширення діапазону проблематично через щільність компонування деталей
3. Висока ціна
Застосування
У сучасних ремонтних верстатах застосовується дуже рідко.
6. Вимірювання розміру у процесі хонінгування
Основні проблеми:
1. Значна складність прямого вимірювання через наявність хонголовки в отворі
2. Значні труднощі та дорожнеча непрямих методів вимірювання (наприклад, за допомогою пневматики щодо падіння тиску зі збільшенням зазору)
Результат:
1. Вимір розміру в процесі ремонтного хонінгування практично не застосовується
2. Деякі виробники застосовують непрямий метод вимірювання за відносними параметрами (щодо зміни тиску хонінгування), але це не набуло поширення
Висновок:
Вимір розміру циліндра в процесі хонінгування в найближчому майбутньому не знайде застосування в ремонтних хонінгувальних верстатах.
Частина 3. ПРАКТИЧНЕ ЗАСТОСУВАННЯ ПРИНЦИПІВ ХОНІНГУВАННЯ: СТАН РИНКУ ХОНІНГУВАЛЬНИХ ВЕРСТАТІВ ДЛЯ РЕМОНТУ БЛОКІВ ЦИЛІНДРІВ ДВИГУНІВ
1. Найпростіший хонінгувальний верстат з балкою, що гойдається, і ручним керуванням (тип SUNNEN CV616)
Рівень цін – 8.000-12.000 USD
Випускається в Індії (Maxpreci, Standard, Manek)

Загальна характеристика:
1. Рамна конструкція (переміщення робочої голови на рамі) з балкою, що гойдається.
2. Найбільш простий та дешевий тип, спрощений варіант оригінального верстата
Недоліки верстата:
1. Не має автоматики і ніякого керування розтисканням брусків хонголовки
2. У базовому варіанті застосована 2-брускова хонголовка SUNNEN із ручною подачею брусків.
3. Головний недолік – змінна швидкість вертикальної подачі та відхилення приводного валу від вертикалі.
4. У звичайному режимі хонінгування дає циліндр бочкоподібної форми.
5. Коригування геометрії циліндра вимагає коротких ходів, що дає хвилясту форму поверхні циліндра.
6. Низька якість хонінгування
7. Не підходить для хонінгування сучасних двигунів
Висновок:
Повністю застарілий верстат, придбання якого не має сенсу
2. Напівавтоматичний хонінгувальний верстат з балкою, що гойдається, копія застарілого і знятого з виробництва верстата SUNNEN CV616
Рівень цін – 12.000-15.000 USD
Випускається у Китаї (SJMC, BestWin, AMCO, THL)

Загальна характеристика та переваги верстата:
1. Рамна конструкція з балкою, що коливається.
2. автоматика, що сполучає подачу брусків з режимом роботи верстата.
3. Подача брусків на розжим щодо відносного тиску хонінгування, що задається оператором на верстаті.
Недоліки верстата:
1. Має застарілу 2-брускову хонголовку SUNNEN, яка не забезпечує високу якість обробки
2. Головний недолік – змінна швидкість вертикальної подачі та відхилення приводного валу від вертикалі
3. У звичайному режимі хонінгування дає циліндр бочкоподібної форми,
4. Коригування геометрії циліндра вимагає коротких ходів, що дає хвилясту форму поверхні циліндра,
5. Низька якість хонінгування через вплив карданних з’єднань приводного валу на положення та перекіс хонголовки в циліндрі (мінімальний припуск з умови відсутності чорноти не менше 0,2 мм)
6. Не підходить для хонінгування сучасних двигунів
Висновок:
Повністю застарілий верстат, придбання якого не має сенсу
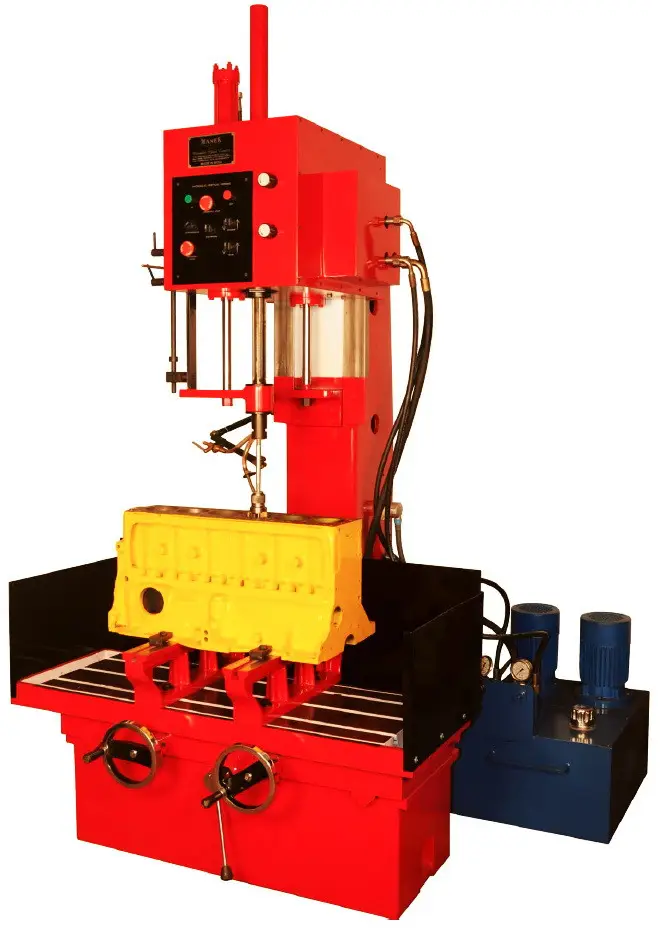
3. Найпростіший вертикально-хонінгувальний верстат з ручним керуванням (регулювання подачі брусків за допомогою фрикційно-планетарного пристрою подачі)
Рівень цін – 12.000-40.000 USD
Випускається в Індії (Manek), Туреччині (Rektas, Poleks, Saritas, Honmaksan), Італії (AZ)
Найбільш численна група (тип) хонінгувальних верстатів



Загальна характеристика та переваги верстатів даного типу:
1. Переважно класичний дизайн (стіл з колоною), але може використовуватись і рамна конструкція
2. Вертикальна подача хонголовки забезпечує більш високу якість хонінгування, ніж балка, що коливається.
3. Можливе хонінгування блоків циліндрів сучасних двигунів
Недоліки верстатів:
1. Немає автоматики та ніякого управління розтисканням брусків хонголовки
2. У базовому варіанті застосована застаріла 2-брускова хонголовка SUNNEN з ручною подачею брусків (регулювання розтискання брусків хонголовки після зупинки верстата).
3. 2-брускова хонголовка не забезпечує високу якість обробки
4. Установка фрикційно-планетарного пристрою подачі брусків хонголовки не дає помітних переваг як хонінгування і не робить верстат автоматичним
5. Застаріла гідравлічна система вертикальної подачі хонголовки – неточна та ненадійна
6. Морально застаріла конструкція, що не відповідає елементарним вимогам ремонту сучасних двигунів
Висновки:
1. Застарілі верстати з допотопним ручним кнопковим керуванням верстатом та окремо ручним керуванням подачею брусків.
2. Більш дорогі верстати даного типу не мають жодних переваг перед дешевшими.
4. Простий вертикально-хонінгувальний верстат з ручним управлінням
Рівень цін – 18.000 USD
Випускається в Китаї (SJMC, AMCO, THL)


Особливості верстата:
1. Рамний чи класичний дизайн
2. Гідравлічний механізм вертикальної подачі
3. Гідравлічний механізм подачі брусків
4. Управління подачею брусків – вручну маховиком на робочій голові
5. 4-брускові хонголовки з приводом та подачею брусків через клини
6. Простота та низька ціна
Недоліки верстата:
1. Не має автоматики та автоматичного керування подачею брусків хонголовки
2. Застаріла конструкція, включаючи гідравліку
Висновки:
1. Незважаючи на те, що це дещо застарілий верстат, він має переваги в якості та продуктивності перед багатьма відомими зразками.
2. Може бути використаний для хонінгування блоків сучасних двигунів
3. Максимальне відношення якість/ціна
5. Псевдоавтоматичний вертикально-хонінгувальний верстат з ручним керуванням
Рівень цін – 18.000 USD
Випускається в Індії (Automatia)

Особливості верстата:
1. Класичний дизайн
2. Гідравліка у приводі вертикальної подачі
3. Ручний привід брусків хонголовки, регулювання подачі тільки на верстаті, що не працює.
4. Автоматичні цикли хонінгування
5. Сенсорне управління
Недоліки верстата:
1. Не має жодного автоматичного керування подачею брусків хонголовки
2. Автоматика подачі та обертання хонголовки не дає жодної переваги як хонінгування, оскільки не керує подачею брусків хонголовки
3. Гідравліка ненадійна і не має точності
4. Морально застаріла конструкція, оновлена шляхом встановлення сенсорного екрану та автоматики руху хонголовки без прив’язки до подачі брусків
Висновок:
Застарілий верстат з сучасними елементами управління не має переваг як і продуктивність перед дешевшими верстатами з Китаю та Індії.
6. Псевдоавтоматичний (псевдо-ЧПК) вертикально-хонінгувальний верстат з ручним керуванням
Рівень цін – 30.000 USD
Випускається в Італії (Comec)

Особливості верстата:
1. Рамна конструкція
2. Поздовжнє позиціонування хонголовки за допомогою переміщення робочої голови на повітряній подушці (замість переміщення столу)
3. Автоматичні обертання та подача хонголовки
4. Кульковинтовий механізм із сервоприводом вертикальної подачі
5. Сенсорне управління
Недоліки верстата:
1. Використана стара рамна конструкція верстата Robbi LM150, немає жорсткої станини
2. Не має жодного автоматичного керування подачею брусків хонголовки
3. Застаріла 2-брускова хонголовка SUNNEN з фрикційно-планетарним пристроєм подачі брусків не забезпечує високої якості обробки.
4. Так зване ЧПУ не дає жодної переваги як хонінгування, оскільки не керує подачею брусків хонголовки
5. Стара конструкція, оновлена шляхом встановлення сенсорного екрану та автоматики руху хонголовки без прив’язки до подачі брусків
6. За допомогою сенсорного екрану та модної назви ЧПУ застаріла конструкція та ручне управління видані за нову техніку.
Висновок:
Верстат зі застарілою конструкцією хонголовки, але з сучасними приводами та елементами управління (як приманка для хлопчиків-електроніків у кедах) не має помітних переваг як хонінгування і продуктивності перед набагато дешевшими верстатами з Китаю та Індії.
7. Реально автоматичний вертикально-хонінгувальний верстат з програмним керуванням (PLC)
Рівень цін – 50.000-55.000 USD
Донедавна випускався в Італії (Robbi), але, за деякими даними, його випуск припинено у зв’язку зі згортанням виробником програми випуску ремонтних верстатів.

Особливості верстата:
1. Класичний дизайн
2. Гідравлічний механізм вертикальної подачі
3. Гідравлічний механізм подачі брусків
4. Управління подачею брусків – маховиком на робочій голові або автоматичне
5. Автоматичне керування хонінгуванням, включаючи подачу брусків за допомогою PLC
6. Контроль тиску хонінгування на панелі керування
7. 6-брускова хонголовка дозволяє як абразивне, так і алмазне хонінгування
8. Електродвигун шпинделя високої потужності (1,5-2,5 кВт)
Недоліки:
1. Кнопково-важільне керування безнадійно застаріло
2. Швидше за все, воно не буде оновлено внаслідок припинення випуску верстата
Висновки:
1. Незважаючи на деяке старіння, верстат має значні переваги в якості та продуктивності перед більшістю дешевих зразків.
2. Ефективний для хонінгування блоків сучасних двигунів
8. Автоматичний вертикально-хонінгувальний верстат з числовим програмним керуванням (CNC)
Рівень цін – 100.000-120.000 USD
Випускається у США (Rottler)

Особливості та переваги верстата:
1. Рамна конструкція
2. Практично єдиний серійний повністю автоматичний хонінгувальний верстат з ЧПК
3. Кульковинтовий механізм із сервоприводом вертикальної подачі
4. Серводвигун шпинделя
5. Сервопривід подачі брусків
6. Управління подачею брусків – повністю автоматичне, програмоване.
7. Повністю автоматичне керування хонінгуванням, включаючи подачу брусків за допомогою ЧПК
8. Багатобрускова хонголовка для алмазного хонінгування
Недоліки:
Висока ціна, проблеми з окупністю, можливі проблеми з обсягом продажу таких верстатів
Висновки:
1. Найбільш сучасний верстат за параметрами та характеристиками
2. Верстат має значні переваги за всіма параметрами перед більшістю дешевих зразків.
3. Найбільш ефективний для хонінгування блоків сучасних двигунів
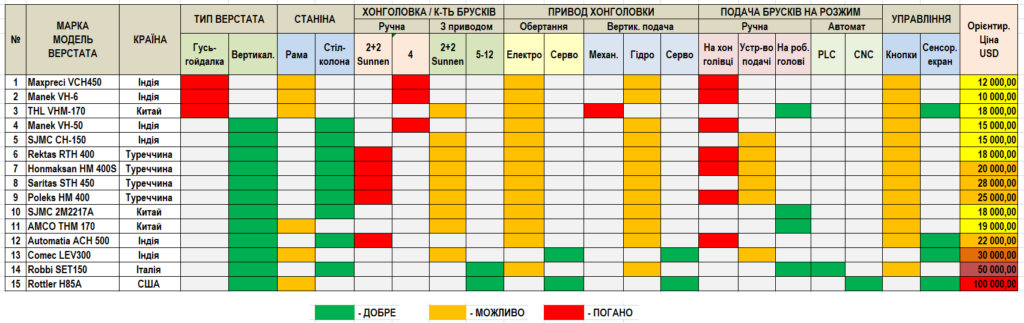
Всі зазначені верстати можна звести в таблицю, де їх особливості найбільш добре видно:
Частина 4. ПЕРСПЕКТИВИ І ПРОГНОЗИ РИНКУ ХОНІНГУВАЛЬНИХ ВЕРСТАТІВ
Загальні міркування виходячи з аналізу ринку:
А. Основні вимоги до сучасного хонінгувального верстата:
1. Тип – тільки вертикально-хонінгувальний. Балки, що гойдаються, пішли в минуле через проблеми з якістю хонінгування
2. Обертання хонголовки – бажано сервопривід (але допустимо електромотор з плавним регулюванням швидкості)
3. Вертикальна подача хонголовки – кульковий гвинт із сервоприводом
4. Подача брусків хонголовки – сервопривід
5. Багатобрускові хонголовки, поступовий відхід від застарілих 2-брускових хонголовок
6. Застосування гідравліки – недоцільне через складність і низьку точність і надійність
7. Сенсорне управління як обов’язковий елемент сучасного верстата
8. Автоматичне управління хонінгуванням (PLC) має включати комплексне рішення – автоматизацію не тільки обертання та вертикальної подачі, але й подачі брусків хонголовки
9. Створення можливості контролю режиму хонінгування (покажчик тиску хонінгування як мінімум)
Б. Рекомендації для споживачів:
1. Вибір хонінгувального верстата в даний час утруднений через вкрай обмежену кількість моделей, що випускаються, і малої різниці між ними
2. Фактично неможливо вказати на модель верстата, оптимальну для покупки
3. Псевдо-ЧПУ не повинно вводити в оману – це те саме ручне управління, але за вищою ціною.
4. Купівля застарілих моделей з ручним керуванням та 2-брусковими хонголовками недоцільна, проте більш просунуті верстати або вже не випускаються, або надзвичайно дорогі.
5. Усі верстати з ручним керуванням вимагають високої кваліфікації оператора
6. Парадокс №1 – нормальних верстатів нині не випускає ніхто.
7. Парадокс №2 – величезний розрив за ціною між верстатами з ручним управлінням та верстатами з ЧПУ, що досяг 100.000 USD – у проміжку не випускається жодних верстатів
8. Парадокс №3 – виходячи з наявних порівняльних даних, на даний момент вертикально-хонінгувальні верстати китайського виробництва за своїми параметрами, ймовірно, є найбільш відповідальним критерієм “якість/ціна”.
В. Окремі рекомендації щодо модернізації верстатів (для деяких сучасних виробників):
Потрібна поступова модернізація застарілих верстатів, яка включає:
1. Перехід на нормальні хонголовки, багатобрускові та з приводом подачі
2. Встановлення сенсорного керування
3. Організація контролю та управління подачею брусків хонголовки
4. Виведення верстата з режиму сліпого хонінгування шляхом встановлення, як мінімум, датчика тиску хонінгування (в % за крутним моментом та/або силою струму двигуна шпинделя)
5. У перспективі – відмова від гідравліки та перехід до сервоприводів
6. У далекій перспективі – автоматизація подачі та обертання хонголовки разом із подачею брусків
P.S. Як зазначено на початку, не менш важливим для забезпечення якості хонінгування є питання про мікрогеометрію поверхні, в тому числі: про характеристики брусків, режими хонінгування, вимоги до мікропрофілю та засоби для вимірювання параметрів поверхні. Однак внаслідок того, що величезна кількість проблем накопичилася саме у носіїв брусків – хонголовок і верстатів, а також у зв’язку зі значною складністю та великим обсягом інформації з абразивів та їх застосування, це питання виходить за межі теми, що розглядається, і буде обговорюватися окремо.

Олександр Хрулєв©
д.т.н., с.н.с.
*Ця стаття є оціночним судженням (думкою) автора на тему, що розглядається в статті, і висловлює особисту точку зору, яка не претендує на незаперечний доказ і не затверджує будь-яких незаперечних фактів. Відповідно до цього, при будь-якому використанні, повному або частковому, матеріалів цієї статті посилання на оціночну думку автора обов’язкове.
