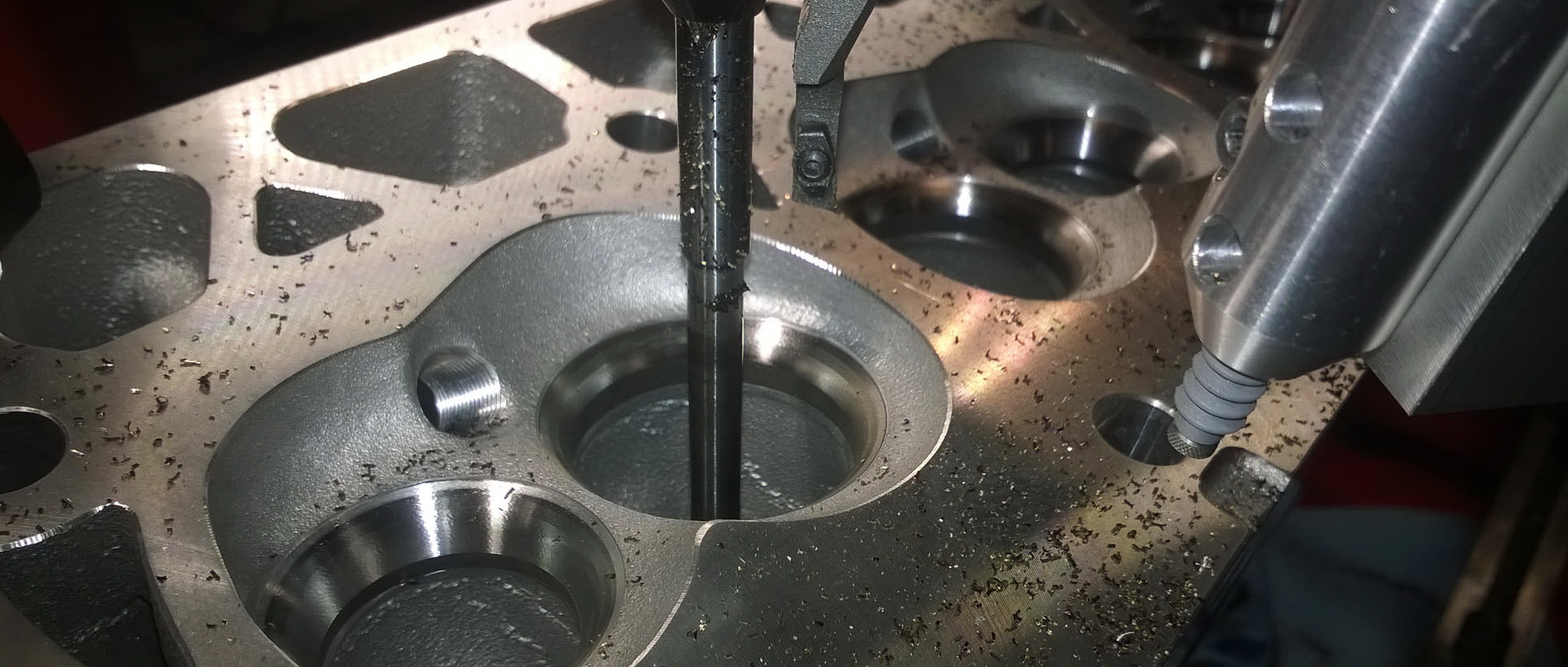
Обробка сідел у головках циліндрів для більшості ремонтників ще більш загадковий процес, ніж, наприклад, хонінгування. Саме в обробці сідел серед механіків-мотористів досі панують міфи 100-річної давності, які не тільки не дозволяють правильно виконати ремонт сідел, а й просто зрозуміти суть цього виду обробки. Тим часом, перебуваючи в полоні дідівських прийомів, не знаючи ні технологій, ні обладнання для обробки, ремонт головки циліндрів сучасного двигуна не вийде.
Ще складніше, коли для комплектації цеху потрібно вибрати новий верстат для обробки сідел. Як зробити правильний вибір з десятків можливих варіантів, а не потрапити в халепу, не сісти в калюжу, не спійматися на іржаву блешню або гарну обгортку? Тим більше, що такі приклади вже, на жаль, є…
ВСТУП
 Розглянемо насамперед, які головні міфи вже 100 років гуляють у обробці сідел. Їх три:
Розглянемо насамперед, які головні міфи вже 100 років гуляють у обробці сідел. Їх три:
1. Ремонт сідел однозначно включає притирання клапанів до сідел (а як же може бути по-іншому?) Щоб добре зробити ремонт, треба обов’язково взяти якомога більше абразивної пасти, після чого якомога довше і сильніше притирати клапан до сідла. Різновидом цього 100-річного міфу (у ті далекі часи просто не було жодних ремонтних верстатів), у спробі надати йому більш цивільного та сучасного вигляду, є таке — та ми лише злегка притрімо, виключно для контролю сполучення клапана з сідлом. Що є те саме, тільки вид збоку. Природно, те, що в сідла впровадиться абразив, який швидко з’їсть клапан, і що притиранням буде знищений правильний профіль сідла, що все разом призведе до зниження ресурсу двигуна в рази, справжнього притирача цікавить менше ніж ніяк. Відповідно, і пояснити притирачеві, що нічого цього в сучасних двигунах робити не можна, як правило, неможливо в принципі і за визначенням.
2. Якість ремонту сідел однозначно визначається шляхом перевірки «на гас» — якщо гас, налитий у камеру згоряння, протікає через закритий клапан, то ремонт зроблений зовсім погано. А виправити такий дефект можна лише шляхом довгого та тонкого притирання (див.п.1). Пояснити перевіряльнику, незадоволеному якістю ремонту, що в камері згоряння двигуна знаходиться не рідка гас, а повітря або продукти згоряння, у яких зовсім інші властивості, як правило, теж неможливо в принципі і за визначенням.
3. Не потрібна жодна технологія обробки сідел. У супер-механіка в гаражі є все, що потрібно, і зубасті фрези, в першу чергу, цілий набір. Якщо треба – будь-яку голівку зробить по люксу, будь-яке сідло загризе. Що? Як це не можна? Та він супер-механік! У нього ж око-алмаз та руки із чистого золота! Але, на жаль, усі ці якості ні про що, якщо немає розуміння процесу і навіть немає бажання розібратися, чому ця «технологія» 100-річної давності не може бути застосована у ремонті сучасних двигунів.
Тому жарти убік. Якщо Ви, шановний читачу, належите до однієї з вищезгаданих груп фанатів притирання, перевірки на гас і/або ручних зубастих фрез, то можемо сміливо Вам порадити нічого далі не читати і не дивитися — воно все точно не для Вас. Для всіх інших, як завжди, буде наш традиційний ексклюзивний матеріал.
Частина 1. ЗАГАЛЬНІ ВІДОМОСТІ ПРО ПОШКОДЖЕННЯ ТА ОБРОБКУ СІДЕЛ
Проблема
Всі знають, що за час довгої (а іноді і не дуже) експлуатації двигуна сполучені поверхні (так звані пари тертя) клапана, що рухається у головці циліндрів (сідло і напрямна втулка) зношуються. Зношування викликає втрату герметичності клапана і нестійкість роботи двигуна, особливо, на холостому ходу. Правило, давно відоме грамотним діагностам — коли перемогти цю нестійкість двигуна електронними методами не вдається (а в цій боротьбі деякі найбільш просунуті примудряються замінити купу датчиків і навіть блок управління двигуном!), є всі підстави вважати, що потрібний ремонт клапанного механізму. Хоча, звичайно, діагностика зношування та пошкодження клапанного механізму — це теж зовсім окрема та інша історія…
Рішення
Ремонт цього нашого чарівного клапанного механізму, зрозуміло, передбачає відновлення його герметичності шляхом відновлення геометрії всіх зношених деталей — насамперед фаски клапана та сідла. Але де при цьому у нас буде технологічна база, від якої ми точно правитимемо сідло? Адже ні для кого не секрет, що сідло має оброблятися точно в одній осі (співвісно, концентрично) з напрямною втулкою клапана? Правильно, але саме з технологічною базою у нас може бути велика проблема — напрямна втулка клапана швидше за все зношена, якщо зношене й сідло. І вона часто вимагає заміни, інакше сідло не виправити (або краще навіть не правити — буде гірше, ніж було). А клапан? Клапан потрібно міняти тільки у разі зношування стрижня, що трапляється вже не так часто. Тому клапан, на відміну від втулки, можна ремонтувати шляхом шліфування робочої фаски (хоча це тема окремої розмови).
Якщо все підготовлено — тобто, напрямна втулка нова, а у клапана фаска виблискує навіть краще за нову, то приступаємо до практичного боку справи.
Реалізація процесу
Існують 2 принципово різних способи обробки сідла — шліфуванням та точінням (фрезеруванням). Так склалося, що шліфування застосовується тільки там, де голівку циліндрів неможливо зняти і встановити на верстат — а це різноманітні гігантські мотори, які лагодяться за своїми власними окремими технологіями. Уся інша техніка, що їздить, віддає перевагу точінню — його й розглядатимемо.
Однак точіння точінню різниця. Тому що ручна зубаста фреза — вона теж точить (і ще як!). Однак цей спосіб ми залишимо тільки справжнім гаражникам. І далі розглядатимемо лише обробку на спеціалізованих верстатах. Чому? З тієї найпростішої причини, що ручна зубаста фреза в принципі не здатна забезпечити жодну з усіх необхідних технологічних вимог до процесу обробки сідел. Яких це? Та ось таких…
Частина 2. ОСНОВНІ ВИМОГИ ДО ТЕХНОЛОГІЧНОГО ПРОЦЕСУ ОБРОБКИ СІДЕЛ
Щоб розібратися з питанням, необхідно насамперед зрозуміти…
Основні етапи обробки сідла
1. Точне встановлення головки на верстаті.
У всіх верстатів при встановленні необхідно забезпечити строго вертикальне положення отвору напрямної втулки. Для цього всі застосовують спеціальні датчики положення — це може бути щось на кшталт бульбашкового рівня або навіть точний електронний прилад. Часи, коли цю вивірку робили по зазору між двома напрямними стрижнями-пілотами – один у втулці, а інший у шпинделі верстата, канули в лету через повну грубість і неточність. Ну а ті, хто ще вважає, що втулка при обробці може займати будь-яке становище, відмінне від вертикалі, просто не є фахівцями в цьому виді обробки (і в інших видах, можливо, теж).
2. Центрування інструменту
Найважливіша операція, навколо якої суперечки не вщухають уже років 25, зламано сотні копій та випито десятки літрів крові конкурентів. Чому це так важливо?
Тому що різець повинен поправити сідло в осі напрямної втулки — інакше фаска клапана потім сяде на сідло боком. Якщо таке трапиться, то не тільки герметичності не буде, а й швидке зношування напрямної, а з нею і самого сідла, буде гарантовано бічними навантаженнями на клапан.
Іншими словами, потрібно зацентрувати місце, де закріплений різець (у більшості верстатів це тримач інструменту) з отвором напрямної втулки — забезпечити концентричність або співвісність кола, по якому обертатиметься різець, з отвором напрямної. Тільки в цьому випадку можна потім правильно проточити сідло.
3. Точіння
Якщо центрування виконано правильно, то точіння вже буде лише справою техніки. У переважній більшості верстатів використовується так званий профільний різець, який ріже відразу всі три фаски сідла — робочу та дві сусідні. При високій твердості сідла іноді використовують послідовно однокутові різці. Ну, і в деяких верстатах з ЧПК у свій час було модно показати крутість і точити так званим точковим різцем, формуючи їм заданий програмою профіль сідла. Але ця технологія у ремонті двигунів зазнала провалу через фантастично повільну обробку.
У більшості верстатів вертикальна подача шпинделя з різцем робиться вручну за допомогою штурвала, хоча його немає в верстатах з ЧПК з очевидних причин. Деякі виробники до ручної подачі додають так званий мікрогвинт. Вважається, що це покращує якість обробки, але судячи з того, що мікрогвинти не набули поширення, не всі виробники з цим згодні.
Іншими словами, при точенні сідла є свої хитрощі, але вони вже не настільки критичні в порівнянні з центруванням, що фактично визначає точність всього верстата. Як його зробити правильно? Ось тут починається найцікавіше, і …
Варіант 1 — шарнірно-байонетна схема обробки сідла.
Основні особливості (коротко):
1. Надзвичайно просте і точне центрування (співвісність, концентричність) інструменту напрямної отвору легко досягається за допомогою мертвого конічного пілота
2. За наявності шарніра між шпинделем і різцем пілот використовується не тільки для центрування, але і як основний елемент системи обробки.
3. У результаті вся жорсткість системи визначається тонким пілотом, а чи не товстим шпинделем.
4. Недостатня жорсткість обробки (з тонким пілотом) не дозволяє точно обробити сідла у головках циліндрів з малими клапанами.

Чарівний шарнір-байонет. Навколо нього зламані сотні копій і випиті десятки літрів крові конкурентів.

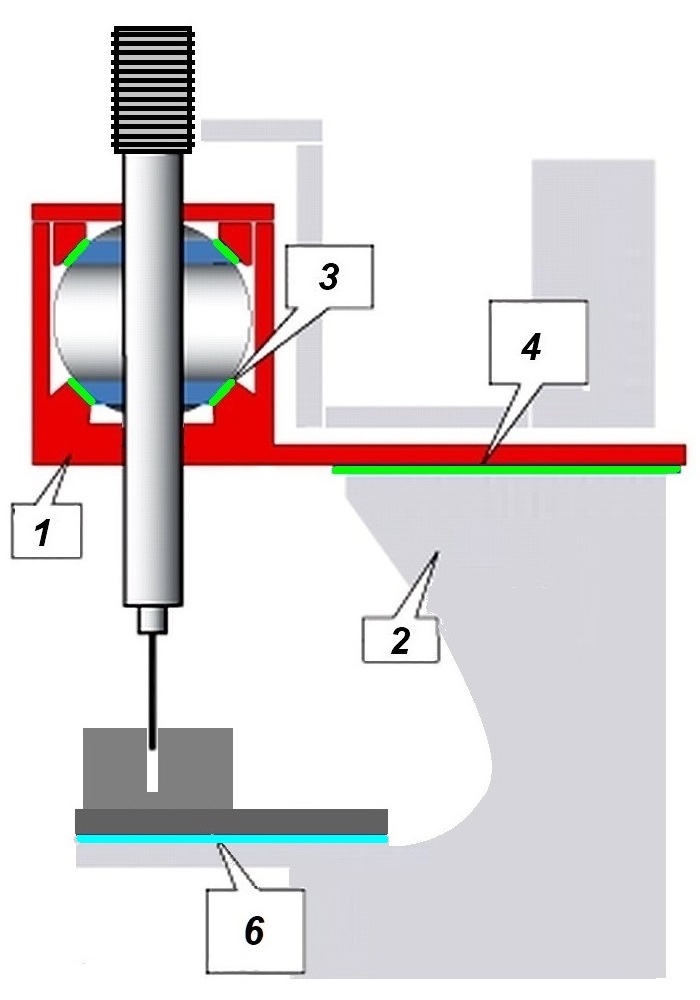
Шарнірна схема обробки сідла придумана в Америці добрих півстоліття тому, коли найменший клапан був чи не 9 мм:
1 – станина, 2 – робочий стіл з оброблюваною головкою циліндрів, 3 – робоча бабка, 4 – повітряна подушка робочої бабки, 5 – шарнір шпинделя, 6 – чарівний байонет
Як забезпечити концентричність? Жодних проблем немає взагалі — достатньо взяти злегка конічний напрямний стрижень і мертво встромити його у втулку (звідси назва пілота — мертвий, тобто нерухомий). Далі на пілот з дуже малим зазором можна надіти тримач з різцем — і опа-на, все готове і точно зосереджене. Далі, щоб точити, потрібно обертати тримач з різцем, для чого до тримача зверху слід підвести шпиндель верстата. Тепер треба з’єднати їх так, щоб не було жодних зайвих зусиль від шпинделя до власника — для цього ставимо там спеціальний шарнір, так званий байонет. І тоді різець, обертаючись на пілоті, буде на 100500% концентричний отвору напрямної — бінго! Простіше і точніше неможливо навіть уявити!
І справді, така схема, з’явившись в Америці років 50 тому, а її родоначальником небезпідставно вважають відому американську фірму ROTTLER, швидко набула популярності та поширення серед виробників обладнання для ремонту. І вона поступово завоювала панування у тих країнах, де зрозуміли, що врукопашну, зубастими фрезами та притиранням, голівку циліндрів добре не зробити. А верстати марки ROTTLER поступово стали взірцем точності та концентричності у ремонтників усього світу.
І все у них, як водиться, було добре і навіть просто чудово, як раптом прийшла біда, звідки не чекали — у 90-х роках минулого століття на зміну чавунним переважно V-подібним монстрам з’явилися легкі багатоклапанні мотори. А в такий мотор великий клапан уже не встромиш — не поміститься. І клапани почали швидко зменшуватись у розмірах. Але при цьому також несподівано з’ясувалося, що у шарнірної схеми не все так добре виходить, як раніше.
Виявилося, що при зменшенні розміру пілота, різець, який начебто точно і абсолютно концентрично на ньому сидить, не хоче концентрично різати сідло. При цьому шпиндель верстата, який би товстий і жорсткий він не був, ніяк не допомагає вирішити проблему — заважає шарнір, той байонет. В результаті, з появою сил різання від різця, тримач спокійно повертається на шарнірі, тонкий пілот починає гнутися, а різець спокійно віджимається від сідла. Що при цьому відбувається, зрозуміло — різець лише гладить сідло, робить гарно, але нічого до ладу не може виправити.
Біда, та й тількі. Всі розводять руками і лають один одного в невмінні користуватися найкращими верстатами фірми ROTTLER. І так би воно й продовжувалося далі, якби в справу втрутилася інша фірма — французька SERDI. Яка запропонувала принципово іншу схему.
Варіант 2 — жорстка схема обробки сідла
Основні особливості (коротко):
1. Складне і досить «примхливе» центрування інструменту за положенням пілота в отворі напрямної.
2. Пілот використовується тільки як «датчик» положення при центруванні, в обробці він не бере участі.
3. Надзвичайно жорстка система — жорсткість обробки визначається товстим шпинделем.
4. Повна універсальність верстата — точність обробки мало залежить від розміру клапана.


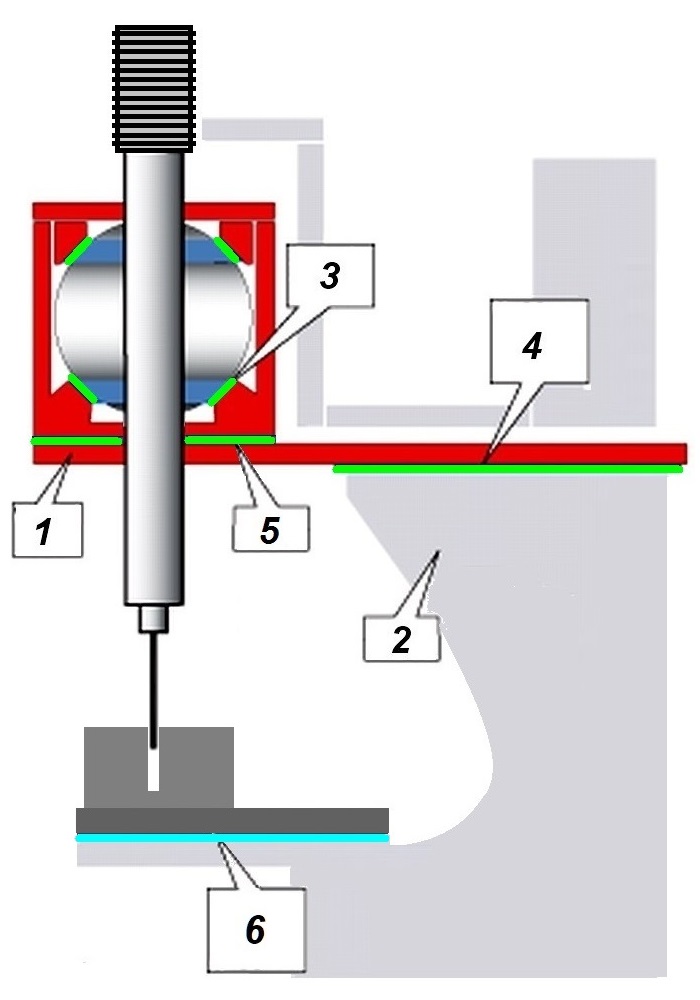
Жорстка схема — це ніяких шарнірів і живий циліндричний пілот. Хоча деякі деталі схожі:
1 – шпиндель, 2 – тримач інструменту, 3 – пілот, 4 – тримач різця, 5 – різець, 6 – пружина, 7 – напрямна втулка клапана, 8 – чарівний байонетний шарнір
При навантаженні однаковою бічною силою (від різця):

Результати комп’ютерного моделювання напружено деформованого стану систем обробки: у шарнірній системі тримач повертається на чарівному шарнірі і збирає всі навантаження на тонкий пілот (ліворуч), тоді як в жорсткій системі все навантаження від різця тримає товстий шпиндель верстата (праворуч).
При малых диаметрах пилота:

При малих діаметрах пілота з жорсткістю обробки шарнірної системи настає формена катастрофа — деформація від сили різання зашкалює, тоді як у жорсткої системи деформації майже немає
Справді, якщо пілот тонкий і так легко гнеться, то не треба на нього вішати жодних навантажень від різця — треба тупо передати всі навантаження на верстаті шпиндель! А для цього потрібно прибрати шарнір-байонет, з’єднавши всі деталі — пілот, тримач із різцем та шпиндель, жорстко. Для чого, до речі, не потрібен ніякий конічний мертвий пілот — його треба просто замінити на живий циліндричний, нехай він тепер обертається в напрямній отворі!
Цілком собі здорова ідея, і так, до речі, зроблено 99,9% металообробних верстатів — різець жорстко закріплений на шпинделі. І взагалі дивно, що комусь раніше могла прийти така маячня ідея — поставити шарнір між шпинделем та різцем (можна уявити, як дивувалися колись інженери фірми SERDI). Але виявилося, що втілити їхню ідею, яка не менш очевидна, ніж у шарнірної схеми, не так просто…
Головне питання — а як забезпечити тепер концентричність всього шпинделя з усіма його елементами, а не лише власника з різцем? Очевидно, треба шпинделю надати повну свободу, але при цьому залишити напрямний пілот чутливим елементом системи датчиком концентричності (співвісності), відібравши у нього всі інші силові функції.
Рішення, як звільнити шпиндель від будь-яких навантажень, було знайдено швидко — треба все поставити на повітряні подушки. Їх має бути щонайменше дві — одна сферична на шпинделі, для його вільного нахилу, а інша плоска, для вільного горизонтального переміщення робочої голови зі шпинделем. Однак швидко з’ясувалося, що для тонких пілотів цієї схеми також недостатньо — робоча голова верстата надто важка, і це погано впливає на центрування при малих діаметрах пілотів. Рішення виявилося не найпростішим – сам шпиндель усередині робочої голови поставили на окрему маленьку повітряну подушку – так званий циліндр сфери. А сам двигун шпинделя зменшили і заховали у шпиндель.
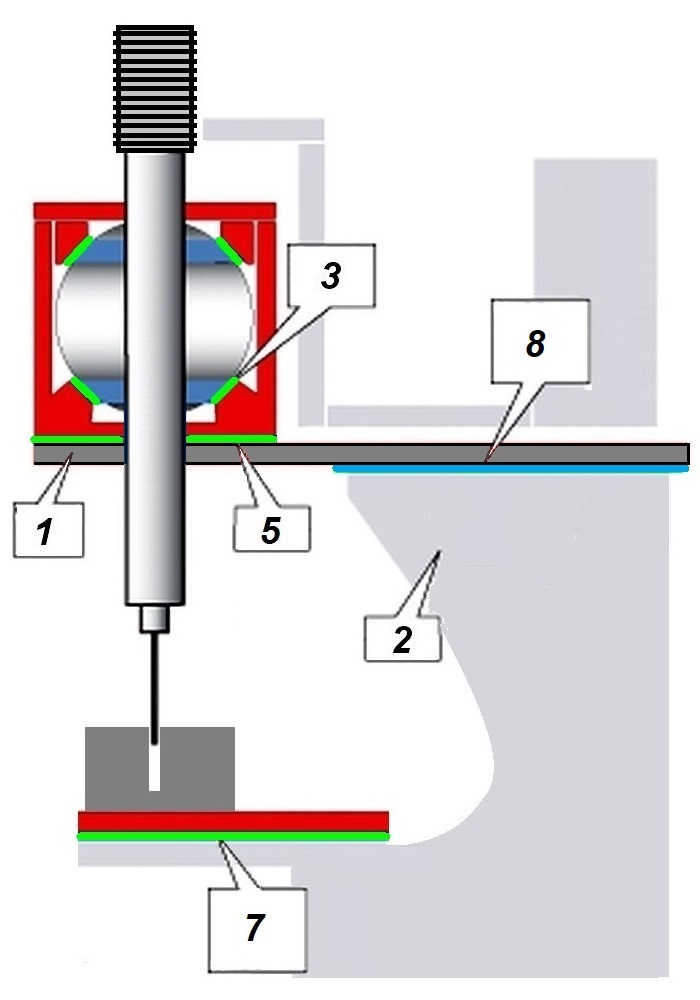
Основні конструктивні схеми центрування у жорсткій системі обробки сідла:
А – з двома повітряними подушками (SERDI), Б – з трьома повітряними подушками (SERDI), В – з трьома повітряними подушками (Provalve)
1 – робоча бабка, 2 – станина, 3 – повітряна подушка сфери шпинделя, 4 – повітряна подушка робочої бабки (бере участь у центруванні), 5 – повітряна подушка циліндра сфери, 7 – повітряна подушка столу (тільки встановлення головки), 7 – повітряна подушка столу (бере участь у центруванні), 8-повітряна подушка робочої бабки (тільки установка головки)
І саме така схема – з трьома повітряними подушками для центрування шпинделя, набула небачених якостей. Виявилося, що для неї практично не має значення, який діаметр у пілота – вона дає практично однакову точність центрування незалежно від діаметра, роблячи верстат справді універсальним та придатним для ремонту будь-яких головок циліндра. І це головна причина, через яку поступово, рік у рік, шарнірно-байонетна схема стала втрачати прихильників серед виробників верстатів. Ну, а коли справа дійшла до того, що вже й сам винахідник байонетної схеми — фірма ROTTLER, перейшла на жорстку схему, повністю відмовившись від байонету, можна з упевненістю стверджувати, що час панування шарнірно-байонетних верстатів нарешті підійшов до логічного завершення. Як і час суперечок про те, яка схема – жорстка чи шарнірно-байонетна, краще.
Варіант 3. Деякі варіації жорсткої схеми обробки
1. Електронна модифікація
Деякі виробники пішли ще далі. Їхня основна ідея була така — залишити пілот датчиком положення шпинделя, але передати виконавчу функцію центрування від повітряних подушок до сервоприводів із програмним керуванням.
Так з’явилася «електронна» модифікація жорсткої схеми та станки американо-французької фірми NEWEN на її базі — дуже точні та круті. Однак нічого не буває безкоштовно — їх надзвичайна складність зробила їх найдорожчими. І все було добре, поки панували грубі механічні байонетні верстати, які ніяк не могли конкурувати із програмно-електронними зразками. Однак з розвитком і все більшим поширенням жорстких верстатів і, особливо, з появою на них автоматизованого сенсорного управління, саме складність і висока ціна призвели до того, що верстати за технологією NEWEN стали практично безглуздо використовувати в ремонті двигунів через їхню неокупність.
В результаті застосування цих верстатів у ремонті поступово, з року в рік все більше і більше, почало зводитися не до економічних причин, а до маркетингу — наприклад, як способу потіснити конкурентів, показавши їм свою «крутість». Крім того, принцип «точкової» обробки замість використання традиційних профільних різців зіграв з виробником найзліший жарт — продуктивність самого навороченого верстата NEWEN з ЧПУ провалилася нижче за найзаштатніший дешевий зразок з ручним управлінням. Що остаточно залишило хрест на застосуванні “електронної” модифікації жорсткої схеми обробки в ремонті (залишивши її для спеціального застосування — для двигунів Формули-1 та інших космічних кораблів). У такій ситуації дана технологія, перетворившись із практичної на суто теоретичну, вийшла за рамки даного огляду і далі тут не розглядається.
2. Модифікація з мертвим пілотом
Якщо замість циліндричного пілота в жорсткій схемі використовувати мертвий конічний, то можна домогтися деякого покращення центрування для випадків, коли зазор живого циліндричного пілота в напрямній підвищений (наприклад, втулка зношена). При цьому мертвий пілот обертається у тому самому тримачі, з яким використовується циліндричний пілот.
Такі варіанти вже існують (верстати фірми Rossi & Kramer), проте перевага цієї модифікації поки не підтверджена. Але в будь-якому випадку слід зазначити, що поява такої модифікації жорсткої схеми обробки стирає різницю між мертвими та живими пілотами. Якщо раніше мертві пілоти були головною ознакою байонету, а живі — жорсткої схеми, то тепер фактично сам користувач може вибрати, які пілоти йому більше подобаються. І в цьому не лише головна перевага даної схеми, а й її перевага перед байонетною, де використання живого пілота виглядає, як мінімум, дивним, а тому поки що ніким не реалізованим (що й не дивно — з живим пілотом байонет просто втратить сенс).
Варіант 4. “Та ми його зараз на координатці!”
Таке зазвичай кажуть усі без винятку діди — верстатники з минулого життя на радянських заводах, коли чують про проблему точної обробки сідел. Більше того, окремі їх свого часу навіть спробували це зробити. Результат очікуваний і повністю провальний — ніяка координатка, або навіть наворочений 5-осьовий (а вже є і 6-ти) обробний центр з ЧПК нездатний впоратися з обробкою сідла в головці циліндрів.
Як же це? Та не може бути! Чому? Та все тому ж – у нього немає датчика, за яким він точно налаштовуватиметься на отвір напрямної клапана. А як тільки такий датчик з’являється, то обробний центр одразу перетворюється…, одразу перетворюється…, перетворюється… правильно, він перетворюється з універсального обробного центру на спеціалізований верстат для обробки сідел з описаною вище системою центрування інструменту по отвору напрямної. Нехай навіть і електронної.
І все. Жодних варіантів більше.
Частина 3. ПРАКТИЧНЕ ЗАСТОСУВАННЯ ТЕХНОЛОГІЧНИХ ПРИНЦИПІВ: СТАН РИНКУ ВЕРСТАТІВ ДЛЯ ОБРОБКИ СІДЕЛ У ГОЛОВКАХ ЦИЛІНДРІВ ДВИГУНІВ
А. Верстати шарнірно-байонетного типу
Раніше такі верстати робили велику кількість фірм. Але поступово їхня кількість зменшувалася, і зараз у світі їх залишилося лише 8 — це китайська THL, індійські Robins, Standard, Micron Mustafa, Manek, європейські AZ та Comec, а також бразильська Chinelatto.
Характерно, що всі ці верстати дуже схожі, начебто їх роблять на одній фабриці. Однак, незважаючи на абсолютно ідентичну конструкцію, параметри та зовнішній вигляд, їх продають за різними цінами, які можуть відрізнятися в 1,5-2 і більше разів. Виняток становлять тільки нові моделі фірми Robins (індійська назва марки ROTTLER), на яких з’явилося сенсорне управління. І це на сьогодні єдина у світі фірма, яка намагається зробити неможливе модернізувати верстати зі застарілою шарнірно-байонетною схемою центрування — всі інші фірми виробляють практично без змін один і той же зразок ROTTLER півстолітньої давності.




Близнюки та брати, шарнірні верстати з мертвим пілотом: просто, недорого, швидко. Але для невеликих клапанів непридатно
Основні особливості верстатів даного типу:
1. Мертвий слабоконічний пілот
2. Байонетний шарнір між шпинделем та різцем
3. Повітряна подушка робочої голови.
4. Шарнірне кріплення шпинделя до робочої голови та датчик для вимірювання його кута нахилу
5. Ручне керування при поєднанні шпинделя з тримачем різця
6. Профільний різець
7. Висока продуктивність.
Основні недоліки:
1. Різке падіння жорсткості обробки при зменшенні діаметра пілота менше 7-8 мм
2. При малих діаметрах пілота верстат цього типу здатний лише гладити сідло, не виправляючи його геометрію (зате красиво!)
Висновки:
1. Фактично верстат спочатку випускався як універсальний, для будь-яких головок циліндрів, але зараз морально застарів і став незастосовним для ремонту головок циліндрів сучасних двигунів легкових автомобілів і мотоциклів.
2. У той же час, для двигунів з великими діаметрами клапанів дана технологія залишається достатньо ефективною, у тому числі для двигунів вантажних автомобілів та важкої техніки.
3. Є ще одна хороша новина — у зв’язку з тим, що переважна більшість таких верстатів зовсім нічим не відрізняється один від одного, легко можна заощадити на покупці, іноді навіть у 2 рази, купивши дешевший зразок.
Зазначені особливості застосування верстатів даного типу необхідно обов’язково знати та враховувати при плануванні закупівлі. Якщо цим знехтувати, то вже повно прикладів, коли люди, не розібравшись і піддавшись на рекламу та поради, купували зовсім не те, що хотіли, і зовсім не для тієї роботи, яку планували. Після чого було вже незрозуміло, що з такою покупкою робити.
Б. Верстати жорсткого типу
Якщо ще зовсім недавно такі верстати випускала одна тільки французька фірма SERDI, а серед ремонтників точилися запеклі суперечки, які верстати краще і точніше, то тепер кількість виробників верстатів жорсткого типу вже починає впевнено наздоганяти кількість тих, хто все ще чіпляється за старе.
Найбільш дешеві зразки жорстких верстатів давно освоєні в Китаї, причому там вони випускаються цілим рядом фірм (Tendtool, SJMC, THL, AMCO, BestWin) і є трохи модернізованими копіями оригінальних верстатів фірми SERDI моделей 3.5 і 4.5, але за ціною приблизно в 3 і більше разів дешевше. При цьому якість китайських виробів, як не дивно, не настільки гірша, ніж нижча ціна, і вже є приклади більш-менш успішної їхньої роботи. Є також більш просунуті моделі з сенсорними екранами і ЧПК, але поки немає даних про те, наскільки ефективно вони працюють.


Незважаючи на те, що це Китай (ліворуч), він все ж таки працює (насправді, дивно!). Хоча даних про те, як довго він пропрацює, поки що немає. Оригінальна річ (SERDI) справа – родоначальник технології, багаторазово підтверджена висока точність та неперевершена надійність. Але, на жаль, 25 років кнопкового ручного керування без будь-яких змін, окрім підвищення ціни — це вже критичний термін та початок стрімкого морального старіння…
Що ж до оригінального SERDI, то, на жаль, ці верстати ніяк не змінилися за всі 25 років їх виробництва (за винятком їхньої ціни, яка незмінно підвищувалася і вже почала перевищувати деякі розумні межі окупності). Тому є деякі підстави вважати, що якщо вони не будуть змінені найближчим часом, то ми, ймовірно, скоро зможемо спостерігати захід сонця цієї колись знаменитої фірми. Проте слід віддати належне надійності та ресурсу цих верстатів — уже відомо, що вони спокійно можуть опрацювати 20 років без жодної відмови. Навряд чи комусь ще таке під силу.
Серед індійського ряду шарнірних верстатів міцно вклинилася фірма Maxpreci зі своїми двома моделями жорстких верстатів. Подробиці їхньої конструкції не розкриваються, але швидше за все, вони виконані за спрощеною схемою центрування — зі сферичною півшкою шпинделя і однією плоскою подушкою робочої бабки. Така схема не універсальна, раніше вона була використана в конструкції італійських верстатів нині закритої італійської фірми SERDI Srl і годиться більше для вантажних головок. Однак у будь-якому випадку виробництво таких верстатів в Індії є серйозним кроком уперед.


Індійський верстат Maxpreci (ліворуч) зроблений за тією ж схемою центрування, що й SERDI Srl (праворуч), що «почив у бозі». Зверніть увагу: в індуса вбудований сервомотор шпинделя, тоді як у італійця був простий і важкий.
Значний крок вперед зроблено італійською фірмою Rossi&Kramer. Її верстати — все та ж спрощена схема SERDI Srl без подушки циліндра сфери. Однак фірма впевнено зробила ставку на жорстку схему і вже протягом багатьох років постійно модернізує свої верстати. Так, на старшій моделі з’явився сенсорний екран. І здається, що якщо додати згадану вище можливість використовувати будь-який тип пілота, то фірму вже можна ставити в ряд передових за інноваціями. Але є підозра, що використання мертвих пілотів було вимушеною платою за спрощену схему центрування та спробою хоча б трохи покращити точність центрування на малих діаметрах.

Італійський Rossi&Kramer добротна річ. Хоча відчувається якась незакінченість … Ну, і схема центрування з двома повітряними подушками, швидше за все, не додасть точності при невеликих діаметрах пілотів.
Однак лідерство в цьому типі верстатів поступово, але впевнено забрала собі турецька марка Provalve. Єдина фірма, яка застосовує свою власну схему центрування з трьома повітряними подушками, де замість подушки робочої голови задіяна подушка робочого столу. Всі моделі верстатів цієї марки мають не тільки сенсорне керування, але й автоматичне патентоване центрування за натисканням однієї кнопки, кероване за допомогою PLC. На відміну від переважної більшості інших верстатів, у верстатах Provalve реалізовано принцип повної поінформованості оператора про всі операції та стан верстата. У цих верстатах багато інших нововведень, які відсутні в традиційних верстатах типу SERDI, причому ціна їх залишається на середньому і доступному рівні. В результаті верстати Provalve набули широкого поширення не тільки в Туреччині і традиційно на Близькому Сході, але і в Європі, причому вже є досить великий досвід успішного та тривалого використання цих верстатів.

Турецький Provalve сьогодні у лідерах з інновацій. Сенсорне управління та автоматичне центрування за натисканням однієї кнопки, датчик нахилу шпинделя, окремий вакуумнасос для контролю якості обробки, попереднє центрування, при якому, на відміну від верстатів типу SERDI інших виробників, неможливо зламати пілот, і навіть вбудований принтер. в тому числі, точність, стабільність та надійність, підтверджена багаторазово, і вона дуже висока
Характерно, що успіх Provalve призвів до того, що всі інші виробники верстатів у Туреччині — і Poleks, і Saritas, і Honmaksan, швидко перебудувалися, впевнено перейшли від виробництва байонетних верстатів до жорстких і почали повторювати Provalve майже як під копірку. Ймовірно, сподіваючись повторити і сам успіх. Але, на жаль, поки що даних про експлуатацію їх верстатів для обробки сідел недостатньо, щоб зробити якісь обґрунтовані висновки.


Турецькі хлопці Poleks і Saritas пропонують електронно-сенсорне, але як воно працює, поки ніхто не знає…
На вершині ланцюжка жорстких верстатів несподівано опинилася американська фірма ROTTLER. Як тільки вона не намагалася зберегти байонетну схему — навіть маскувала чарівний байонет усередині робочої бабки, але ні — довелося дати слабину і зламатися на сферичній повітряній подушці. Причому так, що класичні байонетні верстати більше в її виробничій програмі навіть не проглядаються. Мабуть, зовсім не виходило щось вичавити з байонета, коли вже й без того вичавлене останнє (навіть незрозуміло, що тепер, після такої «зради», станеться з численними прихильниками байонетів).


ROTTLER (ліворуч) та NEWEN (праворуч), схоже, тепер закляті конкуренти. У ЧПК. А ця галузь науки і техніки дуже далека від ремонту.
Сказати щось визначене про конструкцію цих верстатів неможливо — в описах конструкція повністю прихована за чарівними фразами про те, що все запатентовано (читай — засекречено), і як чарівні шпинделі бороздять простори (плавають на повітряних подушках), а потім легко центруються на осі клапана. Можливо, для американських ремонтників цього опису достатньо, але можна засумніватися в точності цих верстатів, якщо прочитати в описі фразу про надзвичайну легкість робочої голови (яка не потрібна, якщо є подушка циліндра сфери, проте дуже важлива у схемах типу SERDI Srl, де такий подушки немає).
Проте система управління з ЧПК у ROTTLER дуже просунута, як і ціна таких верстатів. Що робить їх реальне застосування в ремонті справою вельми і дуже проблематичним, якщо не сказати – сумнівним, і особливо, за відсутності детального опису їхньої конструкції. Тим більше, що при їх рівні цін верстати жорсткого типу з профільним різцем і ЧПК давно відпрацьовані у всіх видах фірмою SERDI, але так і не знайшли практично ніякого реального застосування в ремонті. Тому чергова спроба конкурування там, де і фірма NEWEN підтвердила, що жодної конкуренції через відсутність попиту немає в принципі, швидше за все, буде так само провальною.
І це все, що сьогодні є на світовому ринку такого типу обладнання.
Всі вказані верстати легко звести в таблицю, де їх особливості добре видно:
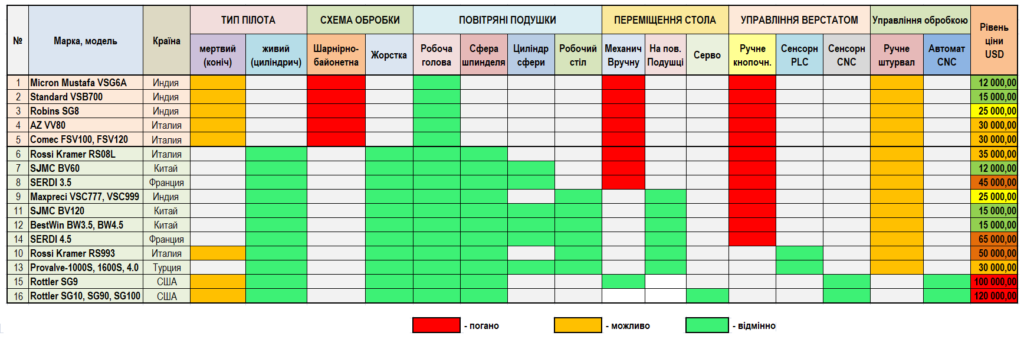
Частина 4. ПЕРСПЕКТИВИ І ПРОГНОЗИ РИНКУ ВЕРСТАТІВ ДЛЯ ОБРОБКИ СІДЕЛ
А. Основні вимоги до сучасного верстата для сідел:
1. Основний тип — із жорсткою схемою обробки. Верстати шарнірної схеми та мертвими пілотами морально застаріли та не є універсальними.
2. Напрямний пілот — живий циліндричний. Мервий конічний може бути лише як доповнення, якщо це дозволяє верстат.
3. Три повітряні подушки для центрування інструменту перед обробкою — сфери, циліндра сфери, робочої бабки (або робочого столу). Схеми з меншою кількістю подушок, задіяних під час центрування, мають обмежену точність обробки при малих діаметрах клапана.
4. Сервомотор шпинделя — забезпечує мінімальну масу шпинделя, що впливає на точність центрування.
5. Повітряна подушка робочого столу — як мінімум, зручна для встановлення головки циліндрів для обробки.
6. Сенсорне управління зі зрозумілим інтерфейсом — одна з головних ознак того, що верстат сучасний, а не застарілий (хоч і не єдина ознака, оскільки вже є приклади встановлення сенсорних екранів на застарілі шарнірні верстати).
7. Система контролю в процесі обробки — наявність датчиків положення (нахилу) шпинделя, робочого тиску повітря, оборотів шпинделя, стану повітряних подушок та ін, позбавляє оператора від роботи наосліп.
7. Автоматичні режими управління — для зменшення впливу кваліфікації оператора на якість обробки.
Б. Рекомендації для споживачів:
1. Морально застарілі верстати для обробки сідел з мертвими пілотами та байонетними шарнірами в даний час придатні тільки для вантажних машин і важкої техніки. При цьому вони всі зроблені настільки однаково, що переплачувати за бренд якогось їхнього іменитішого виробника взагалі не має жодного сенсу з точки зору якості обробки та продуктивності.
2. Обдурити закони фізики в спробі використовувати обладнання, що морально застаріло, для головок сучасних легкових автомобілів і мотоциклів неможливо, така спроба призведе тільки до великого розчарування «щасливого» власника морально застарілого верстата.
3. Верстати для обробки сідел з ЧПК мають зараз настільки високу ціну, що практично виключається їхня окупність. Їхнє придбання з маркетингових міркувань, як це було 15-20 років тому, втратило всякий практичний зміст. А якщо враховувати їхню низьку продуктивність та підвищені вимоги до кваліфікації оператора, то їхнє придбання для ремонту на даний час взагалі не має жодного розумного обґрунтування.
4. Виходячи з пп.1-3, при необхідності ремонту широкого спектру моторів потрібне універсальне обладнання, яким в даний час безальтернативно є тільки і виключно верстати для обробки сідел жорсткого типу з циліндричними пілотами.
5. Технологічні можливості верстатів жорсткого типу в даний час фактично досягли межі точності. І це дуже висока точність! Однак користувачеві важливо розрізняти особливості пристрою та кількість повітряних подушок у системі центрування верстата для вибору оптимального варіанта.
6. Жорсткі верстати з ручним кнопковим керуванням поступово застарівають і втрачають позиції на ринку. Тому, враховуючи наростаючі проблеми з персоналом, найбільш перспективними для застосування в ремонті верстатами жорсткого типу з циліндричними пілотами є ті з них, які оснащені сенсорним управлінням та простими автоматичними функціями.
Олександр Хрулєв©
д.т.н., с.н.с.
*Ця стаття є оціночним судженням (думкою) автора на тему, що розглядається в статті, і висловлює особисту точку зору, яка не претендує на незаперечний доказ і не затверджує будь-яких незаперечних фактів. Відповідно до цього, при будь-якому використанні, повному або частковому, матеріалів цієї статті посилання на оціночну думку автора обов’язкове.
