Ні для кого не секрет, що справжній механік-моторист точно знає, що ніяке шліфування ніяких клапанів не потрібне, а потрібно просто мати абразивну пасту. Насправді, це жарт, але в якому, на жаль, лише частка жарту. Тому що практика практично кожен день показує все нові і нові приклади, коли не тільки не можуть правильно вибрати верстат для шліфування клапанів, але навіть точно не можуть сказати, навіщо він потрібний…
Частина 1. ЗАГАЛЬНІ ВІДОМОСТІ ПРО ШЛІФУВАННЯ КЛАПАНІВ
.
1.1. Коли на лад їхня справа не йде…
Загалом, все зрозуміло – якщо клапан зношений, його треба якось відремонтувати. Але одразу ж перше питання – а навіщо його лагодити, якщо нових повно? Пішов та купив новий. Але ні – виявляється (о, жах!), І новий клапан теж треба шліфувати. А це ще навіщо?
У минулі роки жодних таких проблем і тим більше питань взагалі майже ні в кого не виникало. Бо крім абразивної пасти та притирання жодного обладнання та технологій ремонту клапанів та сідел не існувало. Точніше – вони були, але десь там далеко, а нам таке було не треба. І якщо довго терти, то абсолютно без різниці, це новий клапан або старий. Раз належить, от і тріть, не міркуйте.

Непроста ця робота…
І все було в них добре і чудово (це коли у всіх майстернях та гаражах зводили абразив десятками та сотнями кілограмів), як раптом прийшла біда, звідки не чекали. І навіть не одна…
Спочатку з’ясувалося, що деякі сідла зроблені з якогось чарівного матеріалу – після притирання фаску клапана чомусь швидко «з’їдало» геть. Потім взагалі все пішло навперекій. Багатоклапанні мотори з електронними системами керування після притирання клапанів переставали працювати рівно – скільки датчиків і блоків керування не змінюй, а на холостому ходу мотор продовжує трястись, як не в себе.
Виявилося, що причина в тому самому притиранні – абразив впроваджується в пористий матеріал сідла і перетворює його на точильний камінь, який швидко стікає фаску клапана. Крім того, абразив вбиває профіль сідла, а також не дає можливості зробити робочу фаску сідла строго концентричної напрямної втулки. Тому, скільки пастою ні притирай і скільки потім гасу не наливай, навіть за повної герметичності на верстаті клапан потім при роботі в двигуні цю герметичність дуже швидко втратить.
Що робити? Вихід знайшовся несподівано для багатьох.
1.2. Навіщо шліфувати клапан?
Виявилося, що абразивної пасти можна (і потрібно) позбутися тільки за допомогою обробки сідла на спеціальному верстаті (ми про такі верстати вже говорили тут). Тільки такий верстат забезпечує точну геометрію сідла, а саме це гарантує довгу і щасливу роботу двигуна після ремонту. Але як завжди і завжди буває, верстат для обробки сідел виявився лише необхідною умовою досягнення успіху, але не достатньою. Тому що одного сідла мало – потрібно забезпечити точну геометрію і поверхні, що сполучається – фаски клапана. І саме для цього потрібний шліфувальний верстат для клапанів.

Так ще зовсім недавно виконувався ремонт сідел та клапанів – дідусі-притиральники за всіх часів, уже понад 100 років, роблять саме таку роботу.
Отже, головна причина, через яку у ремонті двигунів потрібен шліфувальний верстат для клапанів – необхідність замкнути комплекс робіт з ремонту сідел. Тобто, якщо обробляється одна з поверхонь, що сполучаються – сідло, то і інша поверхня, що сполучається – клапан, теж повинна бути оброблена. Після чого їх потрібно просто з’єднати та перевірити якість сполучення – зазвичай це робиться за допомогою вакууму. І більше ніякого притирання!
Як кажуть, ви будете сміятися, але якщо перевіряти комплект найновіших клапанів на биття фаски щодо стрижня, то легко виявляються клапани явно кривуваті, як після тривалої роботи. І виправляються вони дуже легко шляхом шліфування робочої фаски. До того ж можна легко та швидко виконати після ремонту регулювання клапанів у двигунів зі склянками-штовхачами – просто шляхом шліфування торця клапана.
Тобто, якщо в цеху є верстат для обробки сідел, то повинен бути і верстат для шліфування клапанів. Це така парочка, яку неможливо розбити, не порушивши технологію ремонту. Варто тільки прибрати верстат для шліфування клапанів з пари, як одразу звідкись з-за рогу з’являється дідусь-притиральник з абразивною пастою. І навпаки, якщо на дідусі-притиральнику побудований весь процес ремонту головок, то й верстат для обробки сідів ні до чого, а шліфувальний верстат для клапанів – тим більше.
Тому, якщо хтось десь скаже, що в нього в цеху є навіть супер-верстат для обробки сідел, але немає верстата для шліфування клапанів, тому що, типу, він ставить тільки нові клапани, значить, у нього в цеху у куточку працює такий дідусь. І тре, тре, тре…

Відчуйте різницю: у наш час ремонт клапанного механізму може бути зроблений тільки за допомогою ось такої “солодкої парочки” – верстата для обробки сідел та верстата для шліфування клапанів
Частина 2. ОСНОВНІ ВИМОГИ ДО ПРОЦЕСУ ШЛІФУВАННЯ КЛАПАНІВ І ВЕРСТАТІВ ДЛЯ НЬОГО
.
2.1. Як шліфувати клапан?
Якщо подивитися на клапан після довгої роботи, то не треба володіти ні алмазним оком, ні діамантовим нігтем на золотій руці, щоб побачити, що у клапана зношені тією чи іншою мірою цілих 3 поверхні – робоча фаска, за якою він контактує з сідлом , торець стрижня, куди натискає штовхач, та бічна поверхня стрижня, яка «їздить» у напрямній втулці.

Основні поверхні клапана, що зношуються в експлуатації – фаска, стрижень та торець. Шліфування підлягають тільки крайні дві з них.
Бокову поверхню стрижня лагодити ми точно не будемо через непотрібність і дорожнечу (хоча технології існують) – вважається, що якщо зношування бічної поверхні не перевищує 0,01-0,02 мм, то клапан ще може бути поїздити. Якщо перевищує, однозначно заміна. Тут діє просте правило – всі відхилення від початкового стану деталей, у тому числі, биття, повинні укладатися в половину робочого зазору клапана в напрямній, який зазвичай становить приблизно 0,03 мм.
Основна увага при ремонті має бути звернена на фаску клапана. Від неї залежить як герметичність, а й довговічність сідла і самого клапана. У нових клапанів потрібна перевірка биття фаски та шліфування, якщо биття перевищує 0,02 мм (а воно дуже часто перевищує). Тому під час ремонту фаска шліфується однозначно і завжди. А у нових клапанів – як мінімум, якщо криво. Ну, або якщо клієнт не насипав ще нових клапанів замість некондиції.
Крім цього, зазвичай прийнято шліфувати торець стрижня клапана як чисто, приблизно на величину припуску при обробці сідла. Це робиться спеціально, щоб торець стрижня клапана не змінив свого початкового положення і не пішов далеко вгору. Якщо потрібно регулювання зазорів в клапанах підбором шайб або штовхачів-склянок різної товщини, то простіше не бігати в пошуках цих елементів і не купувати їх відрами, а просто прошліфувати торець стрижня прямо в необхідний зазор.
Таким чином, вже зрозуміло, що верстат для шліфування клапанів повинен виконувати 2 функції – шліфування фаски та шліфування торця. Причому, торець, ясна річ, повинен бути і таке інше, але головне все ж таки – це обробити фаску. Подивимося, як це можна зробити технічно.
2.2. На чому шліфувати клапан?
Просте начебто б питання, але на сьогодні воно має, як мінімум, 6 можливих відповідей. І це ми говоримо тільки про типи шліфувальних верстатів, тому що кожному типу ще відповідає як мінімум кілька моделей. Тобто відповідь виходить зовсім не така однозначна, як хотілося б. І це створює практично значні труднощі. Які очікувано призводять до того, що багато необізнаних людей легко трапляються на гарну обгортку (або іржаву блешню – кому що ближче) і купують зовсім не те, що хотіли, і зовсім не для роботи, яку планували робити.
Щоб розібратися і зрозуміти, як не наробити безглуздих помилок, послідовно розглянемо типи шліфувальних верстатів для клапанів. Але спочатку подивимося, а що це за верстат взагалі?

Схема верстата для шліфування клапанів:
1- клапан, 2- пристрій затиску (фіксації, установки) клапана, 3- двигун приводу клапана, 4- шліфувальний круг, 5- двигун шліфувального кола, 6- напрямні шліфувальної бабки, 7- станина
Можна, звичайно, дуже довго говорити про всі зовсім другорядні параметри та особливості цих верстатів, як це зазвичай роблять їх продавці (див., наприклад, тут) – розповідати про якусь міфічну швидкість роботи, про пневматичні приводи затискачів, про супер-точне безцентрове шліфування та ін. та ін. та ін. Аж до супер-яскравого світлодіодного освітлення та супер-зручної трубочки для подачі охолодної рідини. Але все це взагалі буде ні про що. Ви не повірите, але вся суть шліфування клапана на цьому дуже простому, майже як звичайне точило, верстаті лежить не в станині, не в шліфувальній бабці і не шліфувальному колі з карбіду кремнію або алмазу, і тим більше, не в освітленні з гарними кнопками , а… у пристрої затискача клапана. Чому?
Тому що клапан клапану різниця – клапани можуть бути зовсім різними. Наприклад, звичайними або середніми, із стрижнем діаметром 8-10 або навіть 12 мм. Або більшими – зі стрижнем, наприклад, 18 або навіть 20 мм. А можуть бути дуже маленькими – 5 мм або навіть 4 мм. А такі стрижні можна легко зігнути рукою. Якщо ж вони почнуть гнутися у верстаті, то все – жодної точності такий верстат уже не дасть з очевидних причин. Навіть незважаючи на всі свої супер-приводи, безцентрові пристрої, освітлення та кнопки на панелі.
Тому дуже важливо визначити, які клапани ми збираємося шліфувати? Так само, як це ми з’ясовували, коли вибирали верстат для обробки сідел. Тому що ситуація зі шліфуванням клапанів виглядає так само, як і з обробкою сідел. Тобто, якщо потрібне шліфування клапанів тільки середніх розмірів, а це сьогодні двигуни вантажних автомобілів та важкої техніки, то підходить практично будь-який верстат. Але як тільки з’являється вимога шліфування малих клапанів, а це в першу чергу легкові автомобілі та мотоцикли, то вибір різко звужується. Аж до того, що визнані (продавцями) світові бренди та авторитети одразу від’їжджають кудись у кінець списку черги. А що робити, кому зараз легко?
Розібратися, що відбувається і який верстат треба купувати, не так просто, як здається. Насамперед, слід розглянути, і дуже докладно, всі типи існуючих схем затискача клапана, які застосовуються на верстатах для шліфування клапанів.
Отже.
Частина 3. ПРАКТИЧНЕ ЗАСТОСУВАННЯ ПРИНЦИПІВ ШЛІФУВАННЯ КЛАПАНІВ: СТАН РИНКУ ШЛІФУВАЛЬНИХ ВЕРСТАТІВ ДЛЯ КЛАПАНІВ
.
Верстатів для шліфування клапанів є лише 3 (три) типи – патронні, люнетні та гібридні патронно-люнетні. Типи визначаються виключно способом затискання клапана – у патроні чи люнетах (призмах). І це, у свою чергу, визначає все інше, яке загалом уже й не таке важливе.
3.1. Верстати патронного типу
Основна особливість цього типу верстатів – наявність патрона для жорсткого та нерухомого затиску клапана за стрижень та його обертання разом із патроном. Тобто, патрон дозволяє відразу поєднати 2 функції – і установку клапана, і привід його обертання. З одного боку, це дає певні переваги. Наприклад, якщо стрижень клапана має якісь зношені ділянки, то патрон теоретично може затиснути стрижень точно по незношеній частині (насправді це нісенітниця – зношений по стрижню клапан підлягає виключно утилізації на звалище металобрухту). Крім того, патрон забезпечує жорсткий затискач, що унеможливлює прослизання клапана, що також може, в деяких випадках, поліпшити точність шліфування. Однак, такі незначні переваги можуть бути легко і повністю нівельовані конструктивними особливостями/недоліками конкретного верстата.
3.1.1. Верстат патронного типу з цанговим патроном

Верстат з цанговим патроном (AZ, Robbi, Chinelatto, Manek та ін.) – кількість посадок між шпинделем і клапаном мінімальна, але погано для малих клапанів, де через консольне розташування тарілки натискання кола на клапан призводить до деформації та втрати точності шліфування:
1- клапан, 2- шліфувальний круг, 3- гайка, 4- цанга, 5- шпиндель
Ця схема, мабуть, найпростіша і водночас найстаріша з усіх – їй уже 100 років в обід (але достеменно невідомо, може, й більше). Верстати цього типу були першими, які з’явилися реально 100 років тому, і вони випускалися великою кількістю фірм.
Суть схеми – клапан затискається у шпинделі за допомогою прецизійної конічної розрізної цанги. Основні переваги схеми:
1. Простота конструкції – кількість деталей мінімальна.
2. Висока точність – вона забезпечена точністю цанги, такі цанги доступні і широко застосовуються у фрезерних верстатах.
3. Низька ціна через відсутність дорогих комплектуючих.
4. Винятково висока довговічність через відсутність швидкозношуваних частин.
5. Дуже низькі витрати в експлуатації через відсутність необхідності замінювати швидкозношувані частини.
Саме цими перевагами пояснюється той факт, що верстати цього типу залишаються найбільш популярними і сьогодні, причому їхня ціна, як правило, невелика.


Патронні цангові верстати, що випускалися 70-90 років тому – верстат фірми VLC 30-х років і радянський верстат СШК-3 ГОСНИТИ 60-х років минулого століття (відставання років у 30 помітно навіть тут)





Верстати патронного цангового типу: Manek VRM-50 (Індія), SMJC VR90 (Китай), Chinelatto RVX (Бразилія), Robbi Lux (Італія), AZ VGX (Італія)
Проте ці верстати мають і недоліки:
1. Клапан затиснутий консольно – це означає, що клапан малого розміру буде віджиматися (деформуватися) шліфувальним кругом. Тобто така схема погано підходить для малих клапанів.
2. Для кожного типорозміру клапана потрібна своя цанга. Тобто треба багато цанг, і їх потрібно міняти.
3. Зміна цанг вимагає часу, фактично потрібна переналагодження верстата.
4. Спроба застосувати швидкодіючі пристрої для зміни цанг ускладнює та подорожчає конструкцію.
Усунути всі ці недоліки повинен був удосконалений тип патронного верстата, який з’явився теж добрих 100 років тому.
3.1.2. Верстат патронного типу з кульковим патроном
Щоб зробити верстат більш універсальним і швидким, а можливо навіть і більш точним, було вирішено застосувати спеціальний патрон з двома рядами кульок, по 3 кульки в ряду (опорі) – фактично це як прецизійний 2-рядний шарикопідшипник, тільки без обертання.

Патронний верстат з кульковим патроном (Kwik-Way) – величезна кількість посадок проміжних деталей між шпинделем та клапаном гарантує швидку втрату точності шліфування в експлуатації, особливо для малих клапанів:
1- клапан, 2- шліфувальний круг, 3- кулька, 4- конусні втулки, 5- шпонка, 6- шпиндель, 7- корпус, 8- підшипник шпинделя
Ідея була хороша, але як завжди і завжди, «гладко було на папері, але забули про яри». Фактично ніяких переваг у цієї схеми порівняно з цанговою не вийшло, тоді як недоліків виявилося просто через край:
1. Консольна схема затиску клапана залишилася, що для малих клапанів погано.
2. У патрона досить складна конструкція. Особливо якщо з пневматичним приводом.
3. Повністю усунути не універсальність верстата не вдалося – для різних діапазонів діаметрів потрібні різні патрони.
4. Висока ціна – застосування кулькового патрона призвело до значного подорожчання верстата (ціна лише одного патрона може доходити до вартості деяких верстатів цангового типу цілком!)
5. Знижена точність – між шпинделем та клапаном утворилася велика кількість посадок, що не покращило, а лише погіршило точність.
6. Нестабільна точність – шліфувальний верстат завжди працює в присутності абразиву, а потрапляння абразиву до місць сполучення прецизійних деталей гарантовано ще більше погіршить точність
7. Надзвичайно низька довговічність внаслідок наявності деталей, що швидко зношуються. Навіть за наявності різного роду захисних шторок потрапляння абразиву всередину патрона абсолютно неминуче, призводить до зношування деталей і необхідності заміни дорогого патрона.
8. Надзвичайно високі експлуатаційні витрати. Враховуючи високу ціну патрона та необхідність його частої заміни, підтримання точності верстата в експлуатації призводить до екстремально високих витрат в експлуатації.


Оригінальний верстат Kwik-Way з кульковим патроном, випущений 90 років тому, та радянський “Kwik-Way” – верстат Р108, випущений 50 років тому. Вони мають абсолютно відкритий для абразиву кульковий патрон, що робить застосування такого верстата в ремонті повністю неефективним через надзвичайно швидку втрату точності.
Верстат даного типу має марку Kwik-Way випускається вже більше 90 років фактично лише однією фірмою Irontite (Китай не рахуємо, тому що він завжди і все випускає, але копіями). Зараз це багато разів удосконалена версія першого верстата (включаючи навіть пневматичний привід затиску клапана та шторки для захисту від попадання абразиву до кульок), але всі недоліки схеми, заснованої на кульках, нікуди не поділися.


Оригінальний Kwik-Way та його китайський клон – різниця в ціні приблизно у 2 рази, але результат абсолютно однаковий, довго не працює ні той, ні цей.

Взятие невдалу конструкцію відомою американською фірмою Rottler під своє крило так і не змогло додати їй ні точності, ні довговічності. Проте закони маркетингу працюють на всі 100%.
Звичайний результат застосування у ремонті цієї конструкції наступний. Верстат відрізняється нестабільною точністю шліфування – і вона безперервно погіршується у міру зношування деталей патрона. Після 2-х років роботи верстат може шліфувати клапани з биттям фаски щодо стрижня не краще ніж 0,04-0,05 мм (що неприпустимо). Підтримка вихідної точності вимагає регулярної заміни патрона вартістю близько 2000 Євро, не рідше ніж 1 раз на 2 роки. За 20 років експлуатації (нормативний термін для професійного верстатного обладнання) такі умови вимагатимуть додати до початкової ціни верстата ще 2,5 його ціни. Це просто супер-бізнес для продавця та виробника за рахунок невдалого покупця. І такий бізнес реально продовжується вже 90 років!

Ціни на патрони верстата Kwik-Way з одного відомого Інтернет-магазину – як кажуть, коментарі зайві
Тобто купуючи такий верстат, не забудьте помножити його ціну на 3,5. За таку ціну можна купити собі цілий цех із серійного ремонту клапанів усіх видів та типів. Виправдати придбання верстата з такими експлуатаційними характеристиками можна лише відданістю американським традиціям, умілим маркетингом продавця та повною відсутністю знань та досвіду у покупця.
Всі вказані ознаки вказують на те, що верстат з кульковим патроном, як його не прикрашай, просто безнадійно застарів і не може більше задовольняти найпростіші вимоги до точності шліфування клапанів сучасних автомобільних двигунів.
Але насправді причина набагато простіше і ближче. Верстат Kwik-Way через свої технічні особливості просто не підходить для професійного використання в умовах цеху з ремонту двигунів. Він усім хороший, але… тільки для власного американського гаража, де він чудово працюватиме 1 раз на рік для обробки сідел справжніх класичних американських V-8. Спроба застосувати його для інших умов свідомо приречена на провал. Хоча якщо є ще сміливці спробувати, то ми, зрозуміло, не проти. А воно вам справді треба?
3.2. Верстати люнетного типу
Враховуючи величезну кількість проблем патронних верстатів, особливо з кульковими патронами, деякі виробники почали розробляти власні схеми зовсім іншого типу – люнетного.
Загальною особливістю люнетних верстатів є відсутність патрона (термін «люнетний патрон», вигаданий деякими спритними продавцями, є дурістю). У люнетних верстатів замість патрона для затиску стрижня клапана застосовані люнети – V-подібні пластикові або роликові призми (опори), у яких клапан не просто лежить, але й обертається (для порівняння – у патроні клапан завжди затиснутий жорстко). Тобто, у люнетному верстаті функції установки клапана та приводу його обертання розділені – за точну установку клапана відповідають люнети, а ось із обертанням можливі варіанти.
Загалом наявність люнетів робить конструкцію верстата набагато точнішою, стабільнішою, функціональнішою та універсальнішою. Однак у цьому випадку головні деталі та нюанси виявилися не так в опорах, як у приводі обертання клапана.
3.2.1. Верстат з люнетним затискачем клапана
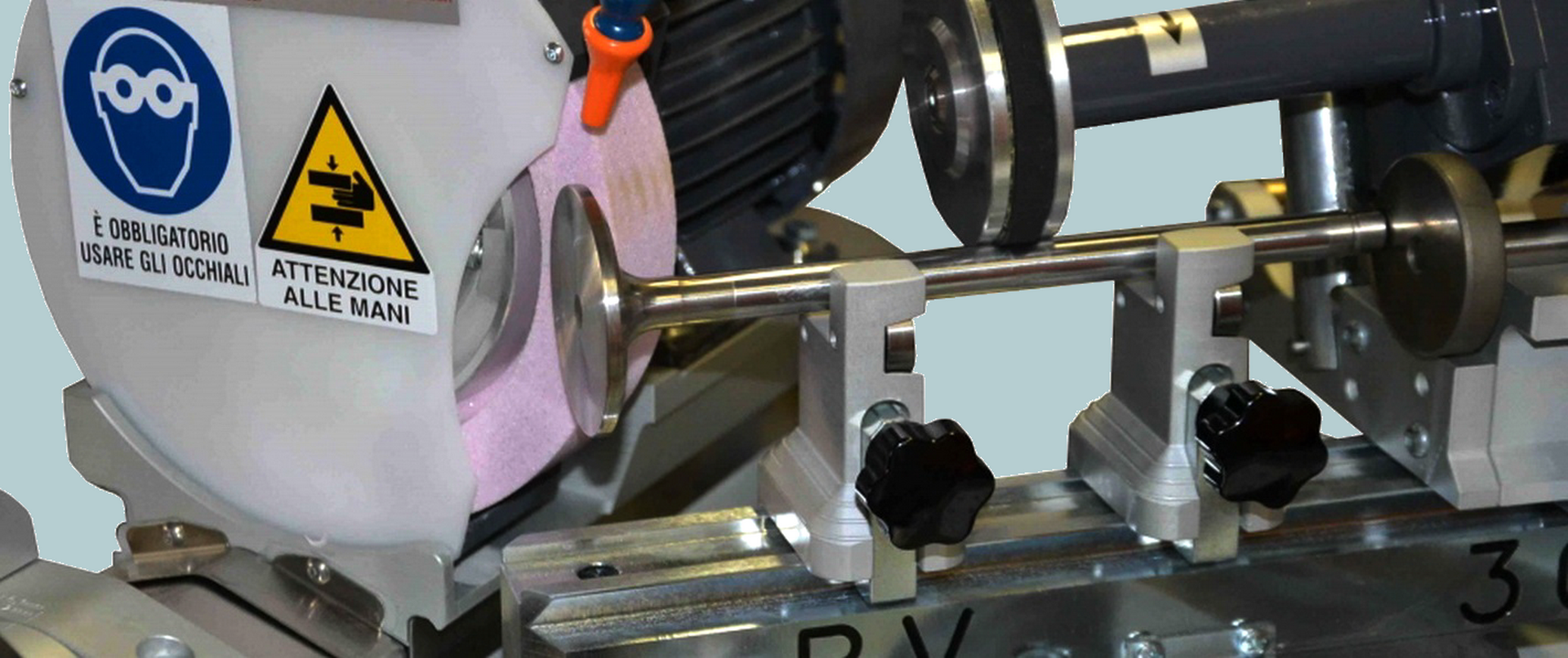
Першим із виробників верстатів цього типу стала італійська фірма Rossi&Kramer (Peg). Її схема з’явилася приблизно 40 років тому, ще в 80-х роках минулого століття. Суть схеми дуже проста – не потрібен ніякий патрон, клапан можна просто покласти на 2 призми, а зверху притиснути гумовим приводним роликом. Якщо призми зробити роликовими, то обертання клапана буде легким і без патрона.

Люнетний верстат з люнетним затискачем клапана (Peg) – все добре для клапанів середніх розмірів, але натискання приводного ролика на маленький клапан може призводити до його прослизання, деформації та втрати точності шліфування:
1- клапан, 2- шліфувальний круг, 3- ролик люнета, 4- приводний ролик, 5- упор
Очевидні переваги люнетної схеми:
1. Простота конструкції – немає складних прецизійних деталей
2. Невисока ціна – визначається простотою конструкції.
3. Швидка установка клапана будь-якого розміру
4. Стабільна точність – у процесі експлуатації характеристики верстата практично не змінюються.
5. Відсутність швидкозношуваних частин, що потребують періодичної заміни.
6. Низькі експлуатаційні витрати.
7. Великий термін служби.
Саме всі ці переваги стали причиною широкого розповсюдження люнетної схеми – зараз такі верстати практично панують у Європі, де вони пропонуються одразу трьома відомими компаніями. Крім того, у Туреччині виробляється схожий верстат із близькими параметрами.


Оригінальний верстат RV3000 від компанії Rossi&Kramer. Близький за параметрами верстат пропонує фірма Carmec зі Словенії.
")

Турецький аналог та оригінальний верстат Peg, пропонований французькою фірмою Serdi
Однак, незважаючи на очевидні переваги, схемі притаманні і недоліки, характерні саме при малих діаметрах стрижня клапана:
1. Натискання на стрижень клапана роликом, при малому діаметрі стрижня, неминуче призводитиме до його деформації від тиску ролика.
2. Значний підвищуючий коефіцієнт редукції від приводного ролика при малому діаметрі стрижня клапана може бути причиною прослизання.
3. При консольному розташуванні тарілки клапана та малому діаметрі стрижня також можлива його деформація шліфувальним кругом, хоча й у бік, протилежний деформації від ролика.
4. Спільна дія всіх зазначених факторів викликає значне погіршення точності шліфування при малих діаметрах стрижня клапана.
Слід зазначити, що всі ці недоліки проявляються тільки при малому діаметрі стрижня. Фактично люнетний верстат даної схеми є універсальним, його застосування для клапанів малих розмірів проблематично. Але в той же час протягом останніх 10-15 років ремонт двигунів легкових автомобілів послідовно зменшувався в об’ємах і поступово став мало актуальним в Європі. Саме цим можна пояснити той факт, що ці більш прості та дешеві верстати набувають все більш широкого поширення.
Тим не менш, якщо потрібно шліфувати саме клапани з малим діаметром стрижня, то варто лише трохи змінити схему затиску клапана, як багато з зазначених вище недоліків можуть бути усунені.
3.2.2. Верстат з удосконаленим люнетним затискачем клапана
У 90-х роках минулого століття італійською фірмою Comec було виконано удосконалення люнетної схеми – приводний натискний ролик був прибраний з конструкції, а його функцію передали самому люнету, де приводними стали два його опорні ролики.

Люнетний верстат з удосконаленим люнетним затискачем клапана (Comec) – функція приводу обертання клапана передана одному з люнетів, що виключає деформацію від приводу та помітно підвищує точність шліфування, проте зберігається деформація малих клапанів від шліфувального круга:
1- клапан, 2- шліфувальний круг, 3- ролик люнета, 4- приводний ролик, 5- упор
Загалом вийшов відмінний верстат (Comec RV516ASM), в якому до загальних переваг люнетної схеми додалася відсутність деформації стрижня від тиску приводних роликів. Крім того, за рахунок зменшення діаметра приводного ролика та суміщення його з люнетною опорою стрижня практично виключено прослизання у клапанів малих розмірів. Однак консольне розташування тарілки клапана збереглося, і це не дозволило зробити повністю універсальний верстат – при малих розмірах затиснутий клапан консольно неминуче створює проблеми з точністю шліфування.


Оригінальний Comec RV516ASM несподівано виявився настільки кращим за Kwik-Way, що знаменита американська компанія Rottler тепер пропонує не американський Kwik-Way, а італійський Comec!
Тим не менш, удосконалена люнетна схема стала вже дуже близькою до того, щоб можна було створити повністю універсальний верстат для будь-яких клапанів, здатний шліфувати будь-які клапани з однаково високою точністю. І такий верстат був нарешті розроблений…
3.2.3. Універсальний верстат з удосконаленим люнетним затискачем клапана
У середині 90-х років французька компанія Serdi, вирішуючи революційним чином проблему підвищення точності обробки сідел у багатоклапанних головках циліндрів з малими клапанами, одночасно вирішила таким самим революційним чином і проблему точного шліфування клапанів для таких двигунів.
У вдосконаленій люнетній схемі Comec головний недолік полягає в консольному розташуванні тарілки клапана, при якому шліфувальный круг може створювати деформацію тонкого стрижня. У схемі, запропонованій Serdi, ніякої консолі більше немає – тарілка клапана спирається на приводний гумовий черевик, для чого потрібно було застосувати спеціальний пневмоциліндр, що штовхає клапан до черевика. Причому аналогічні пневмоциліндри застосовані для притискних роликів стрижня клапана (патент Serdi).


Універсальний люнетний верстат з удосконаленим люнетним затискачем клапана (Serdi) – функція приводу передана спеціальному черевику шляхом опори на нього тарілки клапана, що взагалі виключає деформацію клапана та різко підвищує точність шліфування малих клапанів:
1- клапан, 2- шліфувальний круг, 3- притискні ролики люнета, 4- опорні підп’ятники люнета, 5- шпиндель, 6- приводний черевик, 7- притиск
Таким чином, натискання шліфувального круга на тарілку клапана призводить не до деформації стрижня (цьому заважає приводний черевик), а до притискання тарілки до черевика! В результаті був створений єдиний на ринку повністю універсальний верстат моделі HVR90, для якого не залишилося різниці, який шліфувати клапан – зі стрижнем 14 мм або 4 мм.


Оригінальний верстат Serdi HVR90 давно не випускається, але замість нього в 2,5 рази дешевше сьогодні успішно і масово йде китайський клон (Tendtool, SGMC, AMCO, THL, BestWin)
Подальша експлуатація цих верстатів показала й інші переваги:
1. Висока точність шліфування – нормальний рівень биття фаски клапана після шліфування не гірше 0,01 мм.
2. Висока стабільність – точність шліфування підтримується практично протягом усієї експлуатації верстата.
3. Висока продуктивність – встановлення клапана займає секунди.
4. Повна універсальність – для клапанів з усього діапазону розмірів досягається однакова точність шліфування.
5. Низькі експлуатаційні витрати – періодичній заміні підлягають лише дешеві пластикові опори для стрижня клапана.
6. Висока надійність – незважаючи на складну конструкцію, застосування стандартних елементів практично виключило відмови.
7. Надзвичайно висока довговічність – за 20 років експлуатації, окрім заміни пластикових опор, може знадобитися лише одноразова заміна напрямних шліфувальної бабки вартістю до 200 Євро.
Однак переваги не дали даремно – головним недоліком цього верстата стала його ціна, що перевищує ціну верстатів-конкурентів у 1,5-2 рази. І саме це відіграло в долі верстата фатальну роль.
У 2000-х на Європу поступово почала опускатися тінь непотрібності ремонту двигунів у секторі легкових автомобілів. Навіщо лагодити, якщо простіше купити все нове – головку циліндрів, двигун чи автомобіль цілком? Потім у справу втрутилася криза 2008-09, десь у той же час усіх поступово поглинула ідея загальної електрифікації, потім… далі… В результаті не тільки термін експлуатації автомобілів зменшився, але разом з ним впала і потреба в ремонті та обладнання для ремонту. Причому першими «постраждалими» передбачувано стали найдорожчі позиції ремонтного обладнання.
Якщо в картину додати повну бездіяльність компанії-виробника щодо просування конкурентних переваг даного верстата на ринку, то його доля виявилася вирішена наперед – він був знятий з виробництва як нерентабельний. Однак нікуди не зник – клони цієї розробки з неймовірною швидкістю поширилися в Китаї, де спочатку такий клон опинився у виробничій програмі компанії Tendtool, тодішнього партнера Serdi, а далі скрізь.
На жаль, китайські клони не страждають на таку корисну для споживачів властивість, як довговічність, і навряд чи пропрацюють 20 років без ремонту, як оригінал. Але поки що працюють загалом не гірше. А оскільки вони складаються, головним чином, зі стандартизованих вузлів, їх ремонт при необхідності не становить великої проблеми.
Ну а що фірма Serdi? Ви не повірите, але після того, як з її виробничої програми повністю зникли унікальні патентовані верстати власної розробки (до останнього ще протримався верстат VVR120 для великих клапанів), там з’явився верстат Peg VR3000 як остаточне вирішення питання шліфування клапанів. Ймовірно, тепер для завершення процесу як остаточне вирішення питання всього ремонту головок циліндрів було б логічним прибрати з виробничої програми універсальні верстати для обробки сідел Serdi 3.5 і 4.5, замінивши їх на простіші Serdi 2.0 і 100.
3.3. Верстат гібридного патронно-люнетного типу
Цей верстат був створений спеціально для того, щоб робити найбільші клапани – тепловозні та суднові. При збільшенні діаметра тарілки, а деякі хороші клапани мають тарілку діаметром до 200 мм, потрібна висока потужність і момент, що крутить, при яких ніякий приводний ролик не зможе обертати такий клапан без прослизання. Довелося повертатися назад до патрона та його жорсткого затискання стрижня клапана. Ну, а щоб зменшити можливе биття та підвищити точність шліфування, залишили один передній люнет.

Верстат гібридного патронно-люнетного типу Peg RV5500 – через те, що функцію однієї з опор та приводу передали прецизійному кулачковому патрону, використовується переважно для великих клапанів, хоча може шліфувати і середні:
1- клапан, 2- шліфувальний круг, 3- ролик люнета, 4- патрон
У цілому нині така схема працездатна й у середніх за розміром клапанів. Однак досвід шліфування колінчастих валів підказує, що тонкі клапани при затисканні в патроні неминуче деформуватимуться, і ніякий люнет не врятує їх від невдалого шліфування. Так що цей верстат для шліфування малих клапанів непридатний у принципі. Але він і створювався не для них. І взагалі, шліфувальні верстати для великих клапанів це вже зовсім інша історія…


Спеціалізований верстат для великих клапанів Peg RV5500 (діаметр стрижня до 40 мм, тарілки до 200 мм) та аналогічний верстат фірми Hunger VKM3.4
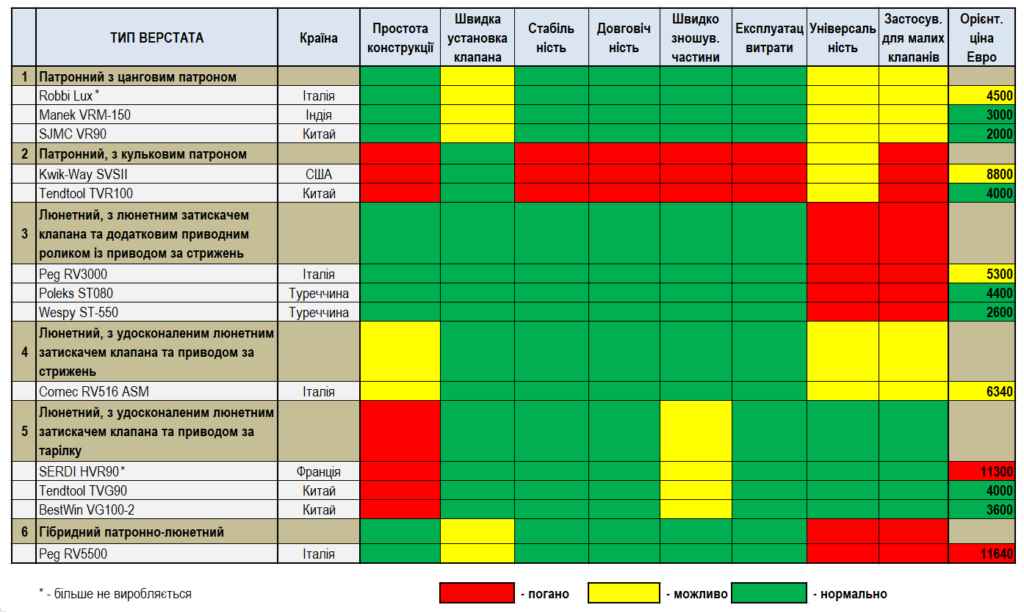
3.4. Порівняльна таблиця за типами верстатів:
Всі існуючі типи шліфувальних верстатів для клапанів тепер можна звести до порівняльної таблиці, за допомогою якої вибрати верстат з необхідними характеристиками. Неважко помітити, що більшість верстатів, що випускаються, розраховані на роботу, головним чином, з клапанами середніх розмірів.
Частина 4. ПЕРСПЕКТИВИ І ПРОГНОЗИ РИНКУ ВЕРСТАТІВ ДЛЯ ШЛІФУВАННЯ КЛАПАНІВ
.
Основні вимоги до сучасного верстата для сідел та рекомендації для споживачів:
1. Шліфувальний верстат для клапанів, незважаючи на свою простоту та невисоку ціну, має винятково важливе значення для забезпечення високої якості ремонту двигунів.
2. Верстат для шліфування клапанів завжди працює в парі зі верстатом для обробки сідел. Це означає, що верстат для шліфування клапанів повинен відповідати як двигунам, що ремонтуються, так і характеристикам верстата для обробки сідел в головках таких двигунів.
3. При ремонті тільки і виключно головок циліндрів двигунів вантажних автомобілів та важкої техніки не має принципового значення, який шліфувальний верстат для клапанів використовувати.
4. Слід уникати застосування морально застарілих шліфувальних верстатів з кульковими патронами внаслідок нестабільно низької точності та надзвичайно високих експлуатаційних витрат на її підтримку в експлуатації.
5. Обдурити закони фізики у спробі використовувати морально застаріле обладнання для шліфування клапанів сучасних легкових автомобілів та мотоциклів неможливо, така спроба призведе лише до великого розчарування «щасливого» власника такого верстата.
6. При виборі обладнання для цеху моторного ремонту слід враховувати той факт, що основний тип верстата для шліфування клапанів — люнетний. Однак допустиме застосування верстатів з цанговими патронами.
7. За наявності в програмі ремонту малих клапанів двигунів легкових автомобілів вибір шліфувального верстата для клапанів значно звужений.
8. Для шліфування малих клапанів двигунів допустимо використовувати тільки патронні цангові та люнетні станки з удосконаленим приводом.
9. Кращі результати шліфування малих клапанів за точністю та стабільністю дає люнетний верстат з удосконаленим люнетним затискачем, виконаний за схемою Serdi.
10. Внаслідок того, що виробництво оригінального верстата даної схеми давно припинено внаслідок нерентабельності, допустимо використання його копій, які пропонують різні компанії з Китаю. Однак слід враховувати, що їхня якість, надійність і довговічність нижча, ніж у оригінального верстата. Що, водночас, компенсується їхньою невисокою ціною.
11. Не слід очікувати найближчим часом на якісь проривні інноваційні рішення в даному секторі обладнання.
12. Але як перспективу в цьому сегменті обладнання слід вказати на просте сенсорне управління зі зрозумілим інтерфейсом як одну з головних ознак того, що верстат сучасний, а не застарілий.
Олександр Хрулєв©
д.т.н., с.н.с
*Ця стаття є оціночним судженням (думкою) автора на тему, що розглядається в статті, і висловлює особисту точку зору, яка не претендує на незаперечний доказ і не затверджує будь-яких незаперечних фактів. Відповідно до цього, при будь-якому використанні, повному або частковому, матеріалів цієї статті посилання на оціночну думку автора обов’язкове.
