
INTRODUCTION
Honing of holes (cylinders) is traditionally a mysterious process for many repairmen. And there are a number of reasons for this, which are hidden in the process itself and its individual features. Among them:
- There is no technological base for honing. This means that with a significant honing allowance, the axis of the hole can easily be arbitrarily skewed, and the part can be damaged.
- Macrogeometry of a hole. It determines operability and durability the parts and an engine as a whole, and depends on a large number of factors so that it is not so easy to make an ideal cylinder from a hole. Most of the macrogeometry factors are provided by the machine on which honing is performed, and the operator, who can easily damage any part (and the sample, too).
- Microgeometry of a hole surface. It is no less important (for example, it determines oiling conditions for friction parts of engine) and depends on no fewer factors. If macrogeometry is easy to measure, then measuring microgeometry can be a serious scientific and technical problem that requires money and time. Most of the microgeometry factors are provided by the honing stones installed on the honing head, but the honing modes set by the operator and implemented during the operation of the honing machine also have an effect (up to damage the part).
- Equipment and tools for honing. They are crucial for ensuring the required quality of the hole repair. The times when you could wind sandpaper on a drill are long gone – a modern engine will not work for long after such “honing”. And how should honing be done correctly?
- Information about honing. It exactly answers the question “how should it be done?”, is crucial for the correct setup of the equipment and obtaining the correct processing results. Consists mainly of recommendations. These are the ones that need to be followed so as not to accidentally turn your own workshop into a local center for the production of defective products or, conversely, into a global research center for studying the problems of honing in an airless space.
Based on these features, honing is not as simple a process as some people think, it is difficult to do correctly, and even more difficult to control. That’s where we’ll start.
Part 1. GENERAL INFORMATION ABOUT HONING
HONING HEAD OPERATION SCHEME
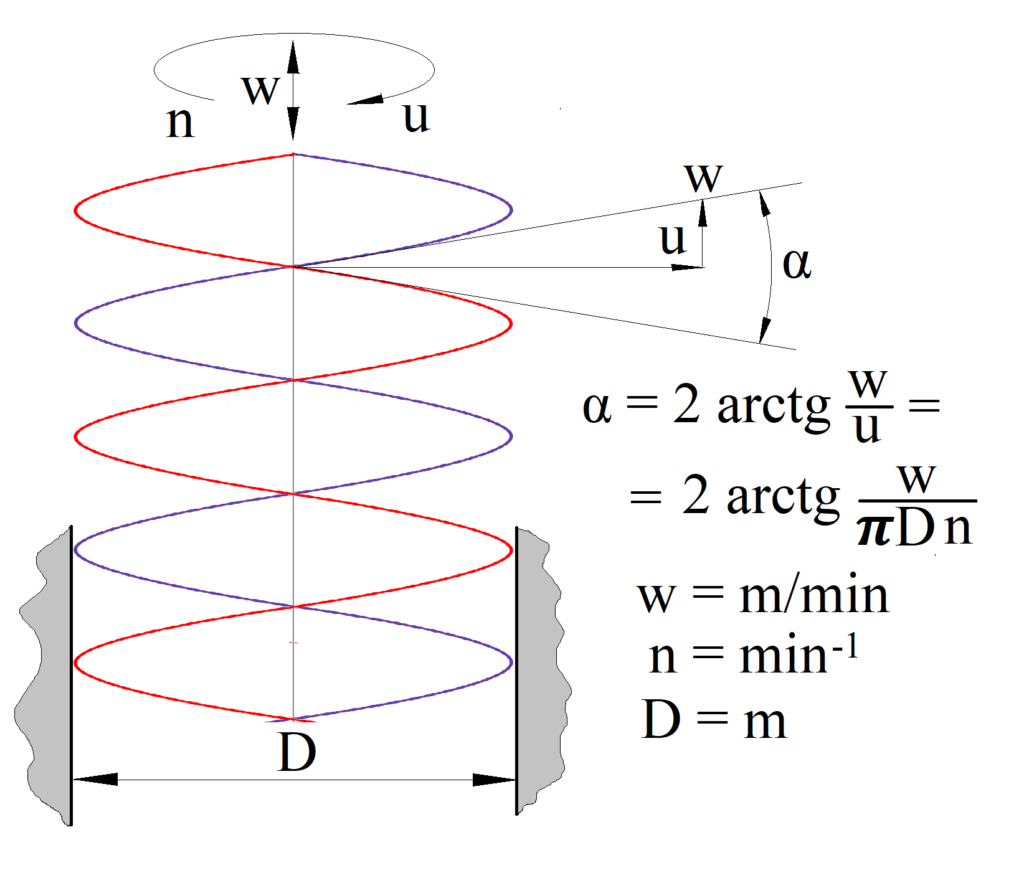
Legend:
α – honing angle, u – rotation speed, n – rotation frequency, w – vertical feed speed, D – diameter of the processed hole (cylinder)
Definition
Honing is a type of abrasive processing of a hole that allows you to eliminate roughness on the surface, correct the geometric shape and ensure the accuracy of the hole size.
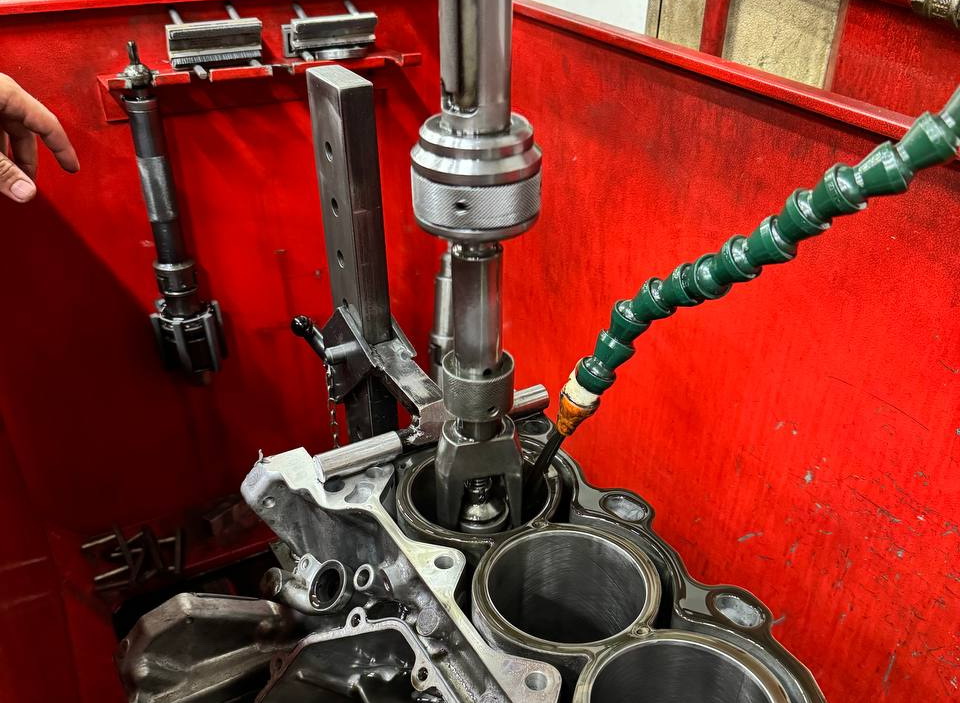
Process implementation
It is carried out using honing heads (hones) by combining the rotational and reciprocating motion of the hone with sliding abrasive stones fixed to it.
Main process parameters
- Rotation speed of the honing head
- Speed of vertical feed (movement) of the honing head. Together with the rotation speed, it determines the honing angle – one of the main honing parameters.
- Dead points – upper and lower limits of the honing head movement
- Honing stone feeding (expansion) creates pressure of the stones to the hole surface – the second of the main honing parameters
- Abrasive properties of the stones – the third main honing parameter
Additional parameters
The number of stones on the honing head – affects the accuracy of processing (the more stones, the less their wear, faster the honing and the more accurate the processing size)
Part 2. BASIC REQUIREMENTS TO THE HONING PROCESS
1. Rotation speed of the honing head (u)

Basic requirements:
Maintaining a constant set rotation speed when the load on the honing head changes during the honing process.
Required for high-quality honing. Constancy of speed is necessary to maintain a set honing angle (the first main honing parameter).
This requirement results in the fact that the honing head rotation motor must have significant power, especially when honing large diameters and using diamond honing stones (which require increased honing pressure for normal operation).
Smooth regulation of rotation speed over a wide range.
A mandatory requirement that follows from the need to set the honing angle (usually in the range of 15-700) for different hole diameters.
Reasons for break of constant rotation speed
Weak motor with low torque (especially affects when using diamond stones).
Method for meeting the requirements:
A powerful electric motor with smooth electronic regulation and maintaining a constant speed set by the operator.
The usual power value is 1.5 kW, but it can be increased to 2-2.5 kW.
2. Vertical feed speed of the honing head (W)

Basic requirements:Maintaining a constant set speed of vertical movement of the honing head.
Together with a constant rotation speed, it ensures a constant set honing angle. An extremely important requirement that is often broken.
Reasons for breakage of a constant feed rate:
- incorrect machine design (e.g., a swinging beam cannot provide a constant vertical speed)
- a weak drive with insufficient forces
- a malfunction of the drive hydraulics.
Consequences of inconstant rotation speed or feed:
Inconstant honing angle – results in intersection of honing notches at small angles, which causes destruction of the surface between them and reduction of the bearing surface area (this area is important for the operation of piston rings)
B. Smooth regulation of the vertical feed speed over a wide range. This is a mandatory requirement that follows from the need to set the honing angle (usually in the range of 15-700) for different bore diameters.
3. Dead centres
Basic requirements
Accurate positioning of dead centers. Particular attention is to the bottom dead center.
Positioning accuracy
For honing blind holes (as in some cylinder blocks Subaru type), the machine must maintain the positioning accuracy of the honing head at the bottom dead center of at least (not worse) +1 mm.
Consequences of positioning inaccuracy:
If the bottom dead center floats, damage to the bars and honing head, as well as damage to the machine spindle, is possible.
Possible solution
Electronic sensors of extreme positions (dead points) of the honing head
Instantaneous rebound of the honing head from dead centers
It is from requirement to maintain a constant vertical speed
Consequences of delay:
It is appearance of honing notches on the surface at different angles, reduction in honing quality.



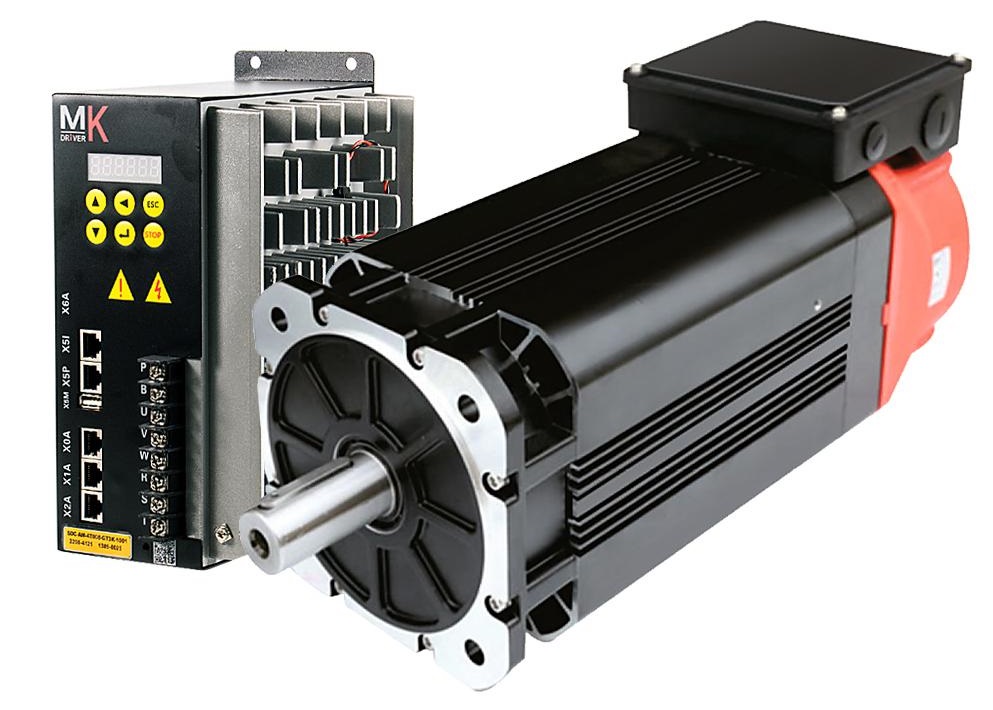

Vertical feed servo drive components: dead center sensor, ball screw, servo motors with drivers
Possible methods for meeting the honing head’s vertical feed requirements:
1. The best drive design is a servo drive with a ball screw and automatic speed control.
2. The worst vertical feed drive option is a hydraulic one. It is prone to malfunctions during operation, has low positioning accuracy, and produces poor honing results due to the different up and down feed speeds, as well as the difficulty of adjusting the hydraulic system.
4. Automation of rotation and vertical feed of the honing head and stones
A large number of methods and solutions are known – setting the number of cycles, speed, time, etc.
Main problems:
1. Difficulty in automatic stone feed control
2. Difficulty in linking the automatic feed and rotation functions with the honing head stone feed control.
Additional difficulty:
3. Difficulty in controlling the hole size during honing
Consequences of the lack of automatic honing head stone feed:
1. A machine with automatic functions turns into a conventional machine with manual stone feed control.
2. Lack of honing mode control parameters – the operator works blind.
 Methods for solving the automatic stone feed problem:
Methods for solving the automatic stone feed problem:
1. Control of the honing head stone feed must be implemented in conjunction with control of the honing head rotation speed and vertical feed. 2. The main parameter for automatic stone feed control is the stone pressure on the cylinder surface (the so-called honing pressure).
3. Honing pressure is proportional to the honing head torque, which, in turn, is proportional to the spindle motor current.
4. Touchscreen with machine functions and parameters.
5. Display of honing pressure (torque) in % on the screen.
6. The operator can set the honing pressure in %.
Additional automatic stone feed functions.
Recognition of torque differences at different bore heights and automatic stone adjustment to eliminate the torque difference ensures automatic correction of cylinder geometry.
5. Honing head
Main types of honing heads
А. Spring honehead

Technical Features:
Floating (non-rigid) stones
Main Problems:
1. Honing pressure is generated by a spring.
2. No control over stone feed for expansion.
3. Unable to correct bore geometry.
Applications:
1. Only usable as a hand tool.
2. Not used in modern machine designs.
Б. Honing head with manual feed of honing stones (Sunnen type)

Technical Features:
1. Standard design – 2 stones and 2 guide shoes (4 stones are very rarely used)
2. Wide range of stone feed adjustment (50 mm or more)
3. Precise stone feed adjustment with a micrometer screw on the honing head (planetary mechanism)
Main Problems:
1. Inability to adjust stone spread while the machine is running (the machine must be stopped to adjust spread manually)
2. Ineffective design – reducing the number of stones (to 2) to simplify and reduce the cost of the design significantly reduces honing quality (vibration, crushing)
Application:
Still used in some older machine designs
В. Modernized manual honing head (type Sunnen) with a stone feed device

Technical Features:
1. The design is identical to a manual stone feed head, but a feed drive shaft is attached to the micrometer screw.
2. Typically used in conjunction with a friction-planetary feed device, allowing manual control (by holding the discs) of the stone feed during machine operation.
Main Problems:
1. Difficulty adjusting the automatic spreader (manual adjustment via the feed device is usually used).
2. Ineffective design – reducing the number of stones (to two) to simplify and reduce the cost of the design significantly reduces honing quality (vibration, crushing).
Application:
It is quite widely used in modern machines.
Г. Multi-stone honing head (repair type)

Technical Features:
1. 4-8 stones
2. Stones are fed to the spreader by moving the wedges
3. The drive shaft acts as a pusher for the honing head’s inner cone, spreading the wedges
4. Typically used with the machine’s standard stone feed controls
5. Ensures high honing quality
6. Both abrasive and diamond stones can be used
Main Problems:
Limited adjustment range (increasing the adjustment requires a large number of stone holder sets of different thicknesses)
Application
Used in the most advanced modern machines
Д. Multi-stone honing head (industrial type)

Technical Features:
1. 10-12 or more stones
2. All design features are similar to the previous type
3. Ensures the highest honing quality
Main Problems:
1. The adjustment range is too small, designed for serial production
2. Expanding the range is problematic due to the dense packaging of the components
3. High cost
Application
Rarely used in modern repair machines.
6. Dimension measurement during honing process
Main challenges:
1. Significant difficulty with direct measurement due to the presence of the honing head in the bore.
2. Significant difficulties and high costs of indirect measurement methods (e.g., using pneumatics based on pressure drop with increasing clearance).
Result:
1. Dimension measurement during maintenance honing is practically never used.
2. Some manufacturers use an indirect measurement method based on relative parameters (based on changes in honing pressure), but this is not widely used.
Conclusion:
Cylinder size measurement during honing will not find application in maintenance honing machines in the foreseeable future.
Part 3. PRACTICAL APPLICATION OF HONING PRINCIPLES: THE STATE OF THE MARKET FOR HONING MACHINES FOR ENGINE BLOCK REPAIR
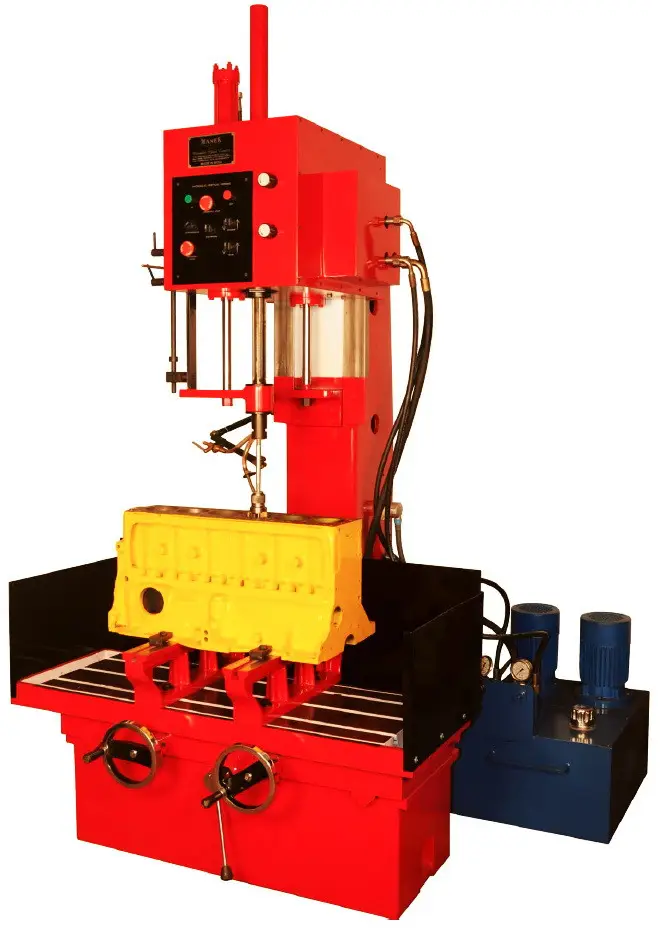
1. A basic honing machine with a manually operated oscillating beam (type SUNNEN CV616)
Price range: USD 8,000-12,000
Manufactured in India (Maxpreci, Standard, Manek)

General characteristics:
1. Frame design (working head moves on a frame) with a swinging beam (goose-type)
2. The simplest and cheapest type, a simplified version of the original machine
Machine disadvantages:
1. No automation or control for honing head stone release.
2. The basic version uses a 2-stone SUNNEN honing head with manual stone feed.
3. The main disadvantage is the variable vertical feed rate and the deviation of the drive shaft from the vertical.
4. In normal honing mode, the cylinder is barrel-shaped.
5. Adjusting the cylinder geometry requires short strokes, resulting in a wavy cylinder surface. 6. Poor honing quality
7. Not suitable for honing modern engines
Conclusion:
This machine is completely outdated and worthless to purchase.
2. A semi-automatic honing machine with an oscillating beam, a replica of the obsolete and discontinued SUNNEN CV616
Price range: USD 12,000-15,000
Manufactured in China (SJMC, BestWin, AMCO, THL)

General characteristics and advantages of the machine:
1. Frame design with a swinging beam
2. Automation controls the feed of stones according to the machine’s operating mode.
3. The stones are fed to the spreader based on the relative honing pressure set by the operator on the machine.
Machine Disadvantages:
1. It has an outdated 2-stone SUNNEN honing head, which does not provide high quality machining.
2. The main drawback is the variable vertical feed rate and the drive shaft’s misalignment with the vertical.
3. In normal honing mode, it produces a barrel-shaped cylinder.
4. Cylinder geometry adjustment requires short strokes, resulting in a wavy cylinder surface.
5. Poor honing quality due to the influence of the drive shaft’s cardan joints on the position and misalignment of the honing head in the cylinder (the minimum allowance for the absence of blackness is at least 0.2 mm).
6. Not suitable for honing modern engines.
Conclusion:
This is a completely outdated machine, and purchasing it is pointless.
3. A simple vertical honing machine with manual control (stone feed is controlled by a friction-planetary feed device).
Price range: USD 12,000-40,000
Manufactured in India (Manek), Turkey (Rektas, Poleks, Saritas, Honmaksan), and Italy (AZ).
The most numerous group (type) of honing machines.



General characteristics and advantages of this type of machine:
1. Predominantly a classic design (table with column), but a frame design can also be used.
2. The vertical feed of the honing head ensures a higher honing quality than an oscillating beam.
3. Can hone cylinder blocks of modern engines.
Machine disadvantages:
1. No automation or control for honing stone release.
2. The basic version uses an outdated SUNNEN 2-stone honing head with manual stone feed (adjustment of honing stone release after the machine stops).
3. The 2-stone honing head does not provide high machining quality.
4. The installation of a friction-planetary honing stone feed system does not provide any noticeable improvement in honing quality and does not make the machine automatic.
5. The outdated hydraulic vertical feed system of the honing head is inaccurate and unreliable.
6. The design is obsolete and does not meet the basic repair requirements of modern engines.
Conclusions:
1. Outdated machines with outdated manual push-button control and separate manual stone feed control.
2. More expensive machines of this type offer no advantages over cheaper ones.
4. Simple vertical honing machine with manual control
Price range: USD 18,000
Manufactured in China (SJMC, AMCO, THL)


Machine Features:
1. Frame or classic design
2. Hydraulic vertical feed mechanism
3. Hydraulic bar feed mechanism
4. Bar feed control – manual via a handwheel on the workhead
5. 4-bar honing heads with a drive and bar feed through wedges
6. Simple and low cost
Machine Disadvantages:
1. No automation or automatic bar feed control for the honing head
2. Outdated design, including hydraulics
Conclusions:
1. Despite being a somewhat outdated machine, it offers advantages in quality and productivity over many well-known models.
2. Can be used for honing modern engine blocks.
3. Maximum quality/price ratio.
5. Pseudo-automatic vertical honing machine with manual control
Price range: USD 18,000
Manufactured in India (Automatia)

Machine Features:
1. Classic Design
2. Hydraulics in the vertical feed drive
3. Manual hone stone drive, feed adjustment only when the machine is idle
4. Automatic honing cycles
5. Touchscreen control
Machine Disadvantages:
1. No automatic hone stone feed control
2. Automatic hone head feed and rotation control provides no improvement in honing quality, as it does not control the honing stone feed
3. Unreliable and inaccurate hydraulics
4. Outdated design, updated with a touchscreen and automatic hone head movement control unrelated to the hone stone feed
Conclusion:
Outdated machine with modern controls does not have any advantages in quality or performance over cheaper machines from China and India.
6. Pseudo-automatic (pseudo-CNC) vertical honing machine with manual control
Price range: USD 30,000
Manufactured in Italy (Comec)

Machine Features:
1. Frame design
2. Longitudinal positioning of the honing head using an air-cushioned workpiece (instead of table movement)
3. Automatic honing head rotation and feed
4. Ball screw mechanism with servo-driven vertical feed
5. Touchscreen control
Machine Disadvantages:
1. Uses the old frame design of the Robbi LM150 machine; no rigid bed
2. No automatic honing stone feed control
3. The outdated SUNNEN 2-bar honing head with a friction-planetary stone feed device does not ensure high machining quality.
4. The so-called CNC offers no advantage in honing quality, as it doesn’t control the honing head’s feed.
5. An old design, updated with a touchscreen and automated honing head movement independent of the honing head’s feed.
6. A touchscreen and the trendy name “CNC” disguise an outdated design and manual controls as modern technology.
Conclusion:
A machine with an outdated honing head design, but with modern drives and controls (as a lure for electronics guys in sneakers), offers no noticeable advantages in honing quality or productivity over much cheaper machines from China and India.
7. A truly automatic vertical honing machine with programmable logic control (PLC)
Price range: USD 50,000-55,000
Until recently, it was manufactured in Italy (Robbi), but according to some reports, its production has been discontinued due to the manufacturer’s discontinuation of its repair machine program.

Machine Features:
1. Classic design.
2. Hydraulic vertical feed mechanism.
3. Hydraulic stone feed mechanism.
4. Stone feed control – handwheel on the workhead or automatic.
5. Automatic honing control, including stone feed, via PLC.
6. Honing pressure control on the control panel.
7. 6-stone honing head allows for both abrasive and diamond honing.
8. High-power spindle motor (1.5-2.5 kW).
Disadvantages:
1. Push-button and lever controls and hydraulics are hopelessly outdated. 2. It will likely not be updated due to the machine’s discontinuation.
Conclusions:
1. Despite its outdated design, the machine offers significant advantages in quality and performance over most cheaper models.
2. Effective for honing modern engine blocks.
8. Automatic vertical honing machine with computer numerical control (CNC)
Price range: $100,000-$120,000
Manufactured in the USA (Rottler)

Machine Features and Benefits:
1. Frame design
2. Virtually the only fully automatic CNC honing machine in production
3. Ball screw mechanism with vertical feed servo drive
4. Spindle servo motor
5. Servo drive for stone feed
6. Stone feed control – fully automatic, programmable.
7. Fully automatic honing control, including CNC stone feed.
8. Multi-stone honing head for diamond honing.
Disadvantages:
High price, problems with profitability, possible problems with sales volume of such machines.
Conclusions:
1. The most modern machine in terms of parameters and characteristics.
2. The machine has significant advantages in all parameters over most cheaper models.
3. Most effective for honing modern engine blocks.
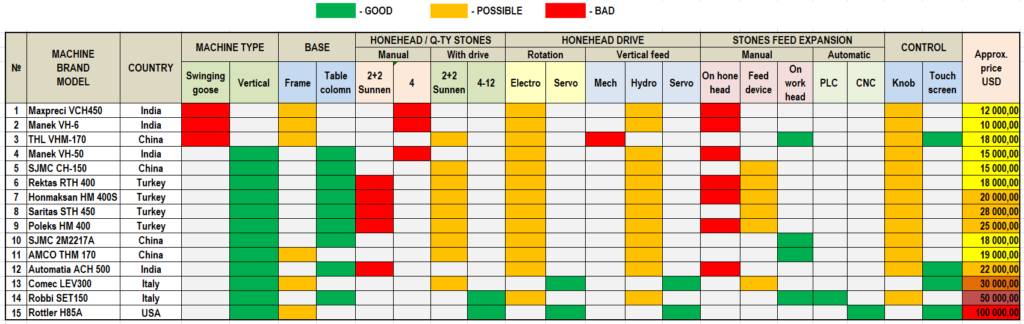
All the machines listed can be summarized in a table where their features are most clearly visible:
Part 4. PROSPECTS AND FORECASTS OF THE HONING MACHINE MARKET
General considerations based on market analysis:
Basic requirements for a modern honing machine:
- Type – vertical honing only. Swinging beams are a thing of the past due to problems with honing quality
- Hone rotation – preferably servo drive (but electric motor with smooth speed control is still acceptable)
- Hone vertical feed – ball screw with servo drive
- Hone stone feed – servo drive. No manual friction feed devices.
- Multi-stone honing heads, gradual departure from outdated 2-stone honing heads
- Use of hydraulics – impractical due to complexity and low accuracy and reliability
- Touch control as a mandatory element of a modern machine
- Automatic honing control (PLC) should include a comprehensive solution – automation of not only rotation and vertical feed, but also honing stone feed expansion
- Creation of the ability to control the honing mode (at least a honing pressure indicator)
Possible recommendations for customers:
- Choosing a honing machine for real workshop is currently difficult due to the extremely limited number of models produced and the small difference between them
- It is virtually impossible to point out the best machine model to buy
- Pseudo-CNC should not be misleading – it is the same manual control, but at a higher price.
- Buying outdated models with manual control and 2-stone honing heads is impractical, but more advanced machines are either no longer produced or are extremely expensive.
- All manual machines require highly qualified operators
- Paradox #1 – no one currently produces normal machines.
- Paradox #2 – the huge price gap between 100% manual and real automatic machines, reaching $100,000 – no machines are produced in between
- Paradox #3 – based on the available comparative data, at the moment, Chinese-made vertical honing machines have virtually no alternative
Separate possible recommendations for upgrading machines (for some advanced manufacturers):
A gradual upgrade of outdated machines is required, which includes:
- Transition to normal multi-stone honing heads with a feed drive
- Installation of touch control
- Organization of control and adjustment of the honing head stone feed – manual at first
- Removing the machine from the blind honing mode by installing, at a minimum, a honing pressure sensor (in % of torque and/or spindle motor current)
- In the future – abandoning hydraulics and switching to servo drives
- In the far future – fully automatics for all functions: rotation, feed of honing head and feed of stones
P.S. As noted at the beginning, no less important for ensuring the quality of honing is the issue of surface microgeometry, including: characteristics of stones, honing modes, requirements for the microprofile and means for measuring surface parameters. However, due to the fact that a huge number of problems have accumulated specifically with stone carriers – the honing heads and the machines, as well as due to the significant complexity and large volume of information on abrasives and their use, this issue goes beyond the scope of the topic under consideration and will be discussed separately.

Alexander Khrulev©
Dr.Eng.Sci., Senior researcher
*This article represents the author’s value judgment (opinion) on the topic discussed in the article and expresses a personal point of view that does not claim to provide irrefutable evidence or assert any indisputable facts. Accordingly, any use, in whole or in part, of the materials in this article must include a reference to the author’s value judgment.
