ВВЕДЕНИЕ
 Действительно, хонингование отверстий (цилиндров) традиционно является загадочным для многих ремонтников процессом обработки. И на это есть ряд причин, которые кроются в самом процессе и его отдельных особенностях. Среди них отметим, к примеру, такие:
Действительно, хонингование отверстий (цилиндров) традиционно является загадочным для многих ремонтников процессом обработки. И на это есть ряд причин, которые кроются в самом процессе и его отдельных особенностях. Среди них отметим, к примеру, такие:
1. Технологическая база. При хонинговании ее нет никакой. Это означает, что при значительном припуске на хонингование ось отверстия легко может оказаться произвольно перекошенной, а деталь – испорченной. На практике это означает, что припуск на хонингование не должен быть очень большим. Хотя и малым он тоже быть не должен, но по другим причинам…
2. Макрогеометрия отверстия. Она определяет работоспособность и долговечность двигателя и зависит от большого числа факторов, при этом сделать из отверстия идеальный цилиндр не так просто. Большинство факторов макрогеометрии обеспечивает станок, на котором выполняется хонингование, и оператор, который легко может испортить любую деталь (и образец – тоже).
3. Микрогеометрия поверхности. Она не менее важна, потому что определяет условия смазки деталей двигателя, контактирующих с отверстием, и зависит от не меньшего числа факторов. В частности, и от припуска на хонингование тоже – если он слишком мал, то с микрогеометрией поверхности практически гарантируются серьезные проблемы. С другой стороны, если макрогеометрию нетрудно измерить, то измерить микрогеометрию может быть серьезной научно-технической проблемой, требующей денег и времени. Большинство факторов микрогеометрии обеспечивают хонинговальные бруски, установленные на хонинговальной головке, однако влияют также режимы хонингования, заданные оператором и реализованные при работе хонинговального станка.
4. Оборудование и инструмент для хонингования. Имеют решающее значение для обеспечения требуемого качества ремонта отверстия. Времена, когда можно было намотать наждачную бумагу на дрель, давно прошли – современный двигатель не проработает долго после такого «хонингования». А как надо?
5. Информация. Именно она отвечает на вопрос «как надо?». И имеет решающее значение для правильной настройки оборудования и получения правильных результатов обработки. Состоит, главным образом, из рекомендаций. Вот их и нужно выполнять, чтобы случайно не превратить собственный цех в местный центр по производству брака или наоборот – в глобальный научно-исследовательский центр по исследованию проблем хонингования в безвоздушном пространстве.
Исходя из этих особенностей, хонингование получается не такой простой процесс, как кажется некоторым, его трудно сделать правильно, а еще труднее проконтролировать. Вот с него и начнем.
Часть 1. ОБЩИЕ СВЕДЕНИЯ О ХОНИНГОВАНИИ
СХЕМА РАБОТЫ ХОНГОЛОВКИ
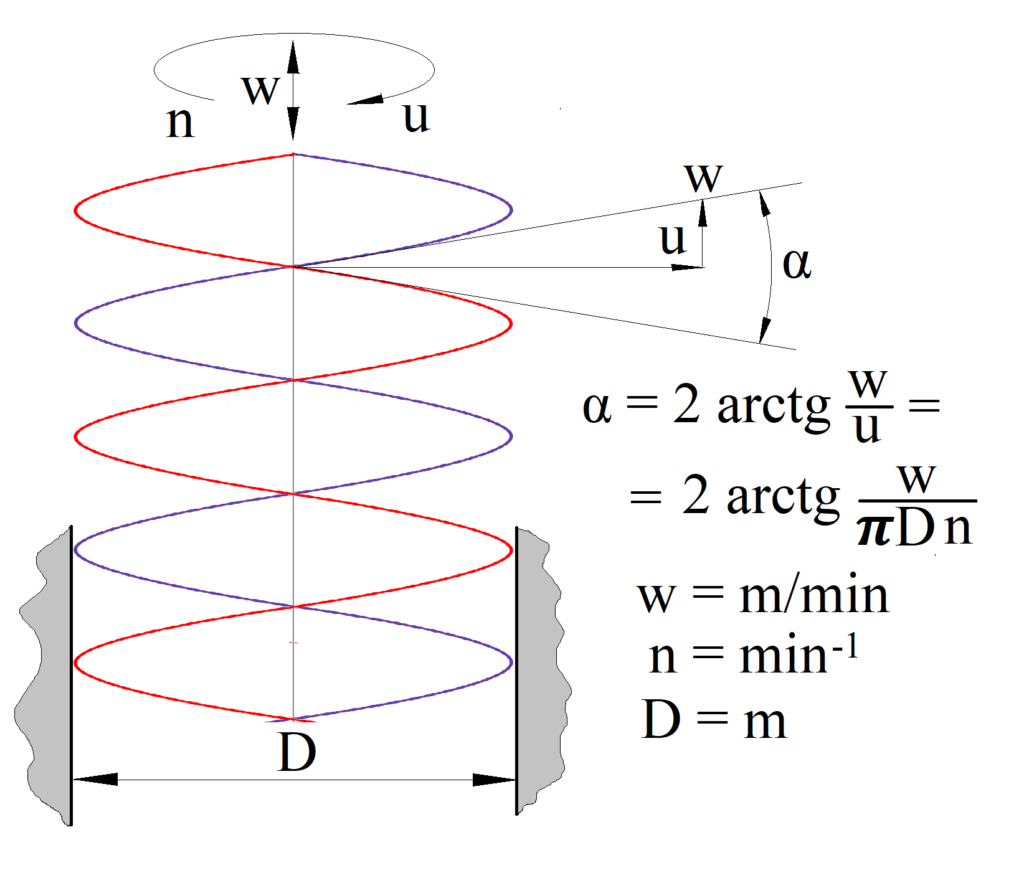
Условные обозначения:
α – угол хонингования, u – скорость вращения, n – частота вращения, w – скорость вертикальной подачи, D – диаметр обрабатываемого цилиндра
Определение
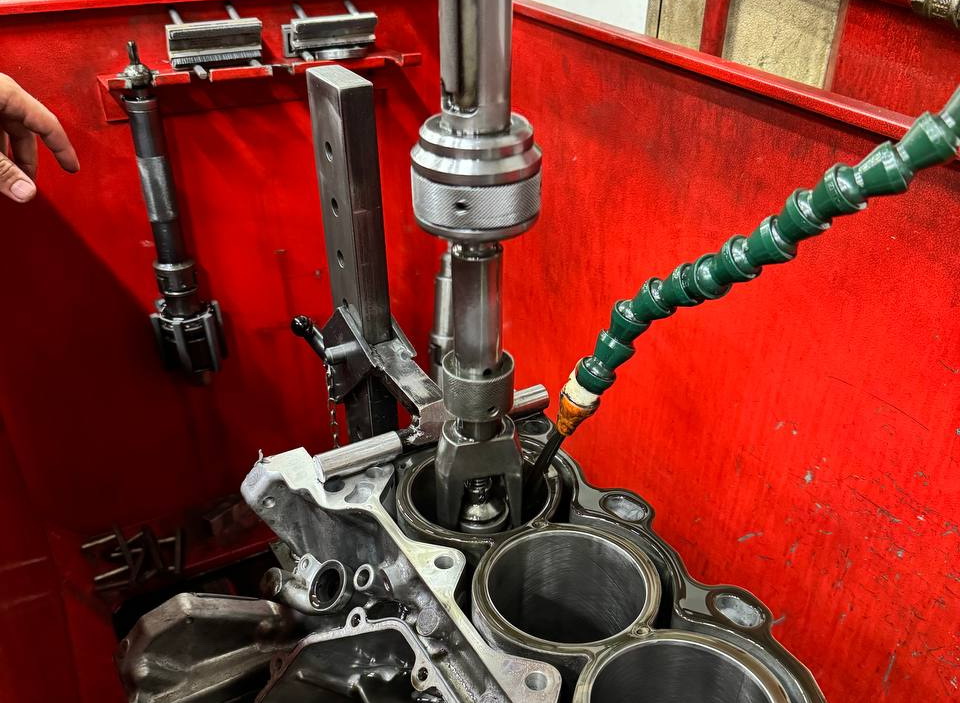
Хонингование — вид абразивной обработки отверстия, который позволяет устранять шероховатости на поверхности, скорректировать геометрическую форму и обеспечить точность размера отверстия.
Реализация процесса
Проводится с применением хонинговальных головок (хонов) путем совмещения вращательного и возвратно-поступательного движения хона с закреплёнными на нем раздвижными абразивными брусками
Основные параметры процесса
1. Скорость вращения хонголовки
2. Скорость вертикальной подачи (перемещения) хонголовки. Совместно со скоростью вращения определяет угол хонингования – один из главных параметров хонингования.
3. Мертвые точки – верхняя и нижняя границы перемещения хонголовки
4. Подача хонинговальных брусков на разжим создает давление брусков на поверхность – второй из главных параметров хонингования
5. Абразивные свойства брусков – третий главный параметр хонингования
Дополнительные параметры
Количество брусков на хонголовке – влияет на точность обработки (чем больше брусков, тем меньше их износ и тем точнее размер обработки)
Часть 2. ОСНОВНЫЕ ТРЕБОВАНИЯ К ПРОЦЕССУ ХОНИНГОВАНИЯ
1. Скорость вращения хонголовки (u)

Основные требования:
А. Поддержание постоянной заданной скорости вращения при изменении нагрузки на хонголовку в процессе хонингования.
Требуется для качественного хонингования. Постоянство скорости необходимо для выдерживания заданного угла хонингования (первый главный параметр хонингования).
Данное требование приводит к тому, что двигатель вращения хонголовки должен иметь значительную мощность, особенно при хонинговании больших диаметров и использовании алмазных хонинговальных брусков (которые для нормальной работы требуют увеличенного давления хонингования).
Б. Плавное регулирование скорости вращения в широких пределах.
Обязательное требование, которое вытекает из необходимости задания угла хонингования (обычно в диапазоне 15-700) для разных диаметров отверстий.
Причины нарушения постоянной скорости вращения
Слабый двигатель со слабым крутящим моментом (особенно влияет при использовании алмазных брусков).
Способ выполнения требований:
Мощный электродвигатель с плавным электронным регулированием и поддержанием постоянной скорости, заданной оператором.
Обычное значение мощности – 1,5 кВт, однако оно может быть увеличено для 2-2,5 кВт.
2. Скорость вертикальной подачи хонголовки (W)

Основные требования:
А. Поддержание постоянной заданной скорости вертикального перемещения хонголовки.
Вместе с постоянной скоростью вращения обеспечивает постоянный заданный угол хонингования. Чрезвычайно важное требование, которое часто нарушается.
Причины нарушения постоянной скорости подачи:
1) неправильная конструкция станка (например, качающаяся балка не может обеспечить постоянную вертикальную скорость)
2) слабый привод с недостаточными усилиями
3) неисправность гидравлики привода.
Последствия непостоянной скорости вращения или подачи:
Непостоянный угол хонингования – дает пересечение рисок под малыми углами, что вызывает разрушение поверхности между ними и уменьшение площади опорной поверхности (эта площадь важна для работы поршневых колец)
Б. Плавное регулирование скорости вертикальной подачи в широких пределах. Обязательное требование, которое вытекает из необходимости задания угла хонингования (обычно в диапазоне 15-700) для разных диаметров отверстий.
3. Мертвые точки
Основные требования
А. Точное позиционирование мертвых точек. Особое внимание на нижнюю мертвую точку.
Точность позиционирования:
Для хонингования глухих отверстий станок должен выдерживать точность позиционирования хонголовки в нижней мертвой точке не хуже +1 мм.
Последствия неточности позиционирования:
При плавающем положении нижней мертвой точки возможно повреждение брусков и хонголовки, а также повреждение шпинделя станка.
Возможное решение:
Электронные датчики крайних положений (мертвых точек) хонголовки
Б. Мгновенный отскок хонголовки от мертвых точек
Требуется для сохранения постоянной вертикальной скорости
Последствия запаздывания:
Появление на поверхности рисок под разными углами, снижение качества хонингования.


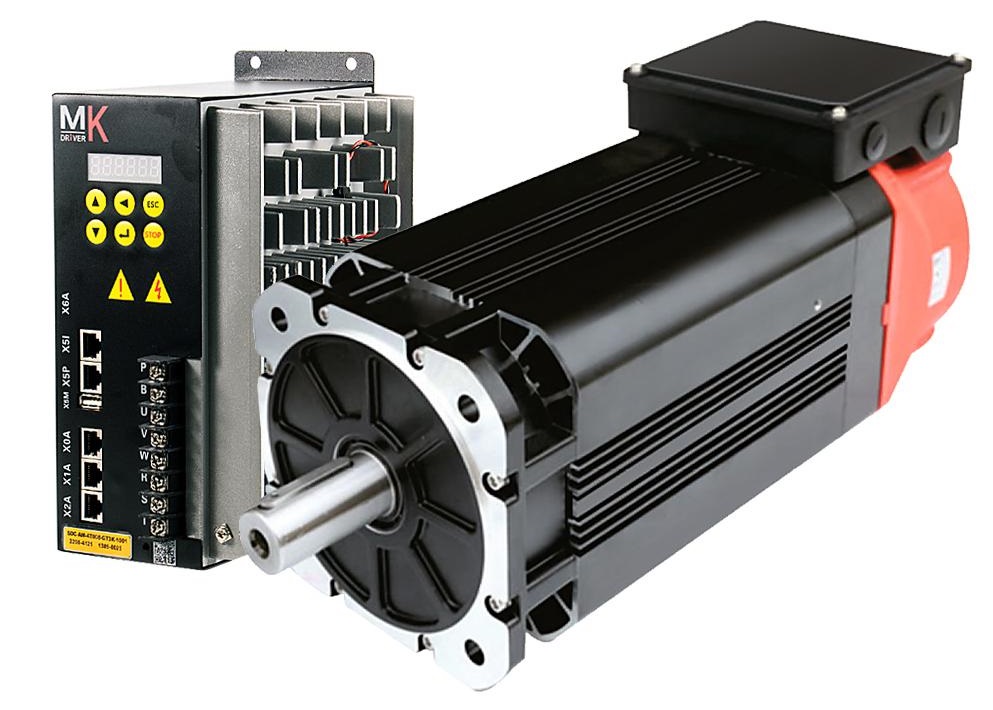


Элементы сервопривода вертикальной подачи: датчик мертвой точки, шариковинтовая пара, серводвигатели с драйверами
Возможные способы выполнения требований к вертикальной подаче хонголовки:
1. Наилучший вариант конструкции привода – сервопривод с шариковинтовой передачей и с автоматическим поддержанием заданной скорости.
2. Наихудший вариант привода вертикальной подачи – гидравлический. Дает большое количество неисправностей в эксплуатации, низкую точность позиционирования, низкое качество хонингования вследствие разных скоростей вертикальной подачи вверх и вниз, сложности наладки гидросистемы.
4. Автоматизация вращения и вертикальной подачи хонголовки и брусков на разжим
Известно большое количество способов и решений – задание количества циклов, скорости, времени и т.д.
Основные проблемы:
1. Трудность автоматического управления подачей брусков
2.Трудность связи функций автоматики подачи и вращения с управлением подачей брусков хонинговальной головки.
Дополнительная трудность:
3.Сложность контроля размера отверстия в процессе хонингования
Последствия отсутствия автоматической подачи брусков хонголовки:
1. Станок с автоматическими функциями превращается в обычный станок с ручным управлением подачей брусков.
2. Отсутствие параметров контроля режима хонингования – оператор работает вслепую.
 Способы решения проблемы автоматической подачи брусков:
Способы решения проблемы автоматической подачи брусков:
1. Управление подачей брусков хонголовки необходимо осуществлять совместно с управлением скоростью вращения и вертикальной подачи хонголовки.
2. Основной параметр автоматического управления (регулирования) подачи брусков – давление брусков на поверхность цилиндра (так называемое давление хонингования)
3. Давление хонингования пропорционально крутящему моменту вращения хонголовки, которое, в свою очередь, пропорционально силе тока электродвигателя шпинделя
4. Сенсорный экран с функциями и параметрами станка
5. Вывод величины давления хонингования (крутящего момента) в % на экран
6. Возможность для оператора задания давления хонингования в%
Дополнительные функции автоматической подачи брусков
Распознавание разницы в крутящем моменте на разной высоте отверстия и автоматическое регулирование брусков на устранение разницы момента – обеспечивает автоматическое исправление геометрии цилиндра
5. Хонинговальная головка
Основные типы хонинговальных головок
А. Хонголовка пружинная

Технические особенности:
Плавающие (не жесткие) бруски
Основные проблемы:
1. Давление хонингования создается пружиной
2. Нет управления подачей брусков на разжим
3. Невозможно исправить геометрию отверстия
Применение:
1. Применяется только в качестве ручного инструмента
2. Не применяется в конструкции современных станков
Б.Хонголовка с ручной подачей хонинговальных брусков (тип Sunnen)

Технические особенности:
1. Стандартная схема – 2 бруска и 2 направляющих башмака (очень редко применяются 4 бруска)
2. Широкий диапазон регулировки подачи брусков (на 50 мм и более)
3. Точная регулировка подачи брусков микрометрическим винтом на хонголовке (планетарный механизм)
Основные проблемы:
1. Невозможность регулирования разжима брусков при работе станка (требуется остановить станок, чтобы регулировать разжим вручную)
2. Неудачная схема – уменьшение количества брусков (до 2-х) для упрощения и удешевления конструкции дает значительное ухудшение качества хонингования (вибрации, дробление)
Применение:
До сих пор применяется в некоторых станках старых конструкций
В. Модернизированная ручная хонголовка (тип Sunnen) с устройством подачи брусков

Технические особенности:
1. Конструкция полностью идентична головке с ручной подачей брусков, но к микрометрическому винту присоединен приводной вал подачи
2. Обычно используется вместе с фрикционно-планетарным устройством подачи, позволяющим вручную (придерживанием дисков) управлять подачей брусков при работе станка
Основные проблемы:
1. Трудность регулирования в автоматическом разжиме (обычно применяется ручное регулирование с помощью устройства подачи)
2. Неудачная схема – уменьшение количества брусков (до 2-х) для упрощения и удешевления конструкции дает значительное ухудшение качества хонингования (вибрации, дробление)
Применение:
Довольно широко применяется в современных станках
Г. Многобрусковая хонголовка (ремонтный тип)

Технические особенности:
1. 4-8 брусков
2. Подача брусков на разжим выполняется перемещением клиньев
3. Приводной вал выполняет функцию толкателя внутреннего конуса хонголовки, раздвигающего клинья
4. Обычно используется со штатными механизмами управления подачей брусков станка
5. Обеспечивает высокое качество хонингования
6. Возможно использование как абразивных, так и алмазных брусков
Основные проблемы:
Малый диапазон регулировки (для увеличения требуется большое количество комплектов держателей брусков разной толщины)
Применение
1. Применяется в наиболее продвинутых современных станках
2. Применялась когда-то и в старых советских станках, но с подачи продавцов иностранного товара и их рекламы нередко заменялась не вполне компетентными ремонтниками на дешевые импортные хонголовки типа Sunnen
Д. Многобрусковая хонголовка (промышленный тип)

Технические особенности:
1. 10-12 и более брусков
2. Все особенности конструкции аналогичны предыдущему типу
3. Обеспечивает наивысшее качество хонингования
Основные проблемы:
1. Слишком малый диапазон регулировки, расчитанный на производство серийных изделий
2. Расширение диапазона проблематично из-за плотности компановки деталей
3. Высокая цена
Применение
В современных ремонтных станках применяется крайне редко.
6. Измерение размера в процессе хонингования
Основные трудности:
1. Значительная трудность прямого измерения из-за наличия хонголовки в отверстии
2. Значительные трудности и дороговизна непрямых методов измерения (например, с помощью пневматики по падению давления с увеличением зазора)
Результат:
1. Измерение размера в процессе ремонтного хонингования практически не применяется
2. Некоторые производители применяют непрямой метод измерения по относительным параметрам (по изменению давления хонингования), но это не получило распространения
Вывод:
Измерение размера цилиндра в процессе хонингования в обозримом будущем не найдет применения в ремонтных хонинговальных станках.
Часть 3. ПРАКТИЧЕСКОЕ ПРИМЕНЕНИЕ ПРИНЦИПОВ ХОНИНГОВАНИЯ: СОСТОЯНИЕ РЫНКА ХОНИНГОВАЛЬНЫХ СТАНКОВ ДЛЯ РЕМОНТА БЛОКОВ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ
1. Простейший хонинговальный станок с качающейся балкой и ручным управлением (тип SUNNEN CV616)
Уровень цен – 8.000-12.000 USD
Выпускается в Индии (Maxpreci, Standard, Manek)

Общая характеристика:
1. Рамная конструкция (перемещение рабочей головы на раме) с качающейся балкой
2. Наиболее простой и дешевый тип, упрощенный вариант оригинального станка
Недостатки станка:
1. Не имеет автоматики и никакого управления разжимом брусков хонголовки
2. В базовом варианте применена 2-брусковая хонголовка SUNNEN с ручной подачей брусков.
3. Главный недостаток – переменная скорость вертикальной подачи и отклонение приводного вала от вертикали.
4. В обычном режиме хонингования дает цилиндр бочкообразной формы.
5. Корректировка геометрии цилиндра требует коротких ходов, что дает волнистую форму поверхности цилиндра.
6. Низкое качество хонингования
7. Не подходит для хонингования современных двигателей
Вывод:
Полностью устаревший станок, приобретение которого не имеет смысла
2. Полуавтоматический хонинговальный станок с качающейся балкой, копия устаревшего и снятого с производства станка SUNNEN CV616
Уровень цен – 12.000-15.000 USD
Выпускается в Китае (SJMC, BestWin, AMCO, THL)

Общая характеристика и преимущества станка:
Рамная конструкция с качающейся балкой
Есть автоматика, связывающая подачу брусков с режимом работы станка
Подача брусков на разжим по относительному давлению хонингования, задаваемому оператором на станке.
Недостатки станка:
1. Имеет устаревшую 2-брусковую хонголовку SUNNEN, которая не обеспечивает высокое качество обработки
2. Главный недостаток– переменная скорость вертикальной подачи и отклонение приводного вала от вертикали
3. В обычном режиме хонингования дает цилиндр бочкообразной формы,
4. Корректировка геометрии цилиндра требует коротких ходов, что дает волнистую форму поверхности цилиндра,
5. Низкое качество хонингования из-за влияния карданных соединений приводного вала на положение и перекос хонголовки в цилиндре (минимальный припуск из условия отсутствия черноты не менее 0,2 мм)
6. Не подходит для хонингования современных двигателей
Вывод:
Полностью устаревший станок, приобретение которого не имеет смысла
3. Простейший вертикально-хонинговальный станок с ручным управлением (регулирование подачи брусков с помощью фрикционно-планетарного устройства подачи)
Уровень цен – 12.000-40.000 USD
Выпускается в Индии (Manek), Турции (Rektas, Poleks, Saritas, Honmaksan), Италии (AZ)
Наиболее многочисленная группа (тип) хонинговальных станков
Общая характеристика и преимущества станков данного типа:
1. Преимущественно классический дизайн (стол с колонной), но может использоваться и рамная конструкция
2. Вертикальная подача хонголовки обеспечивает более высокое качество хонингования, чем качающаяся балка
3. Возможно хонингование блоков цилиндров современных двигателей
Недостатки станков:
1. Нет автоматики и никакого управления разжимом брусков хонголовки
2. В базовом варианте применена устаревшая 2-брусковая хонголовка SUNNEN с ручной подачей брусков (регулирование разжима брусков хонголовки после остановки станка).
3. 2-брусковая хонголовка не обеспечивает высокое качество обработки
4. Установка фрикционно-планетарного устройства подачи брусков хонголовки не дает заметных преимуществ в качестве хонингования и не делает станок автоматическим
5. Устаревшая гидравлическая система вертикальной подачи хонголовки – неточная и ненадежная
6. Морально устаревшая конструкция, не отвечающая элементарным требованиям ремонта современных двигателей
Выводы:
1. Устаревшие станки с допотопным ручным кнопочным управлением станком и отдельно ручным управлением подачей брусков.
2. Более дорогие станки данного типа не имеют никаких преимуществ перед более дешевыми.
4. Простой вертикально-хонинговальный станок с ручным управленим
Уровень цен – 18.000 USD
Выпускается в Китае (SJMC, AMCO, THL)


Особенности станка:
1. Рамный или классический дизайн
2. Гидравлический механизм вертикальной подачи
3. Гидравлический механизм подачи брусков
4. Управление подачей брусков – вручную маховиком на рабочей голове
5. 4-брусковые хонголовки с приводом и подачей брусков через клинья
6. Простота и низкая цена
Недостатки станка:
1. Не имеет автоматики и автоматического управления подачей брусков хонголовки
2. Устаревшая конструкция, включая гидравлику
Выводы:
1. Несмотря на то, что это несколько устаревший станок, он обладает преимуществами в качестве и производительности перед многими известными образцами.
2. Может быть использован для хонингования блоков современных двигателей
3. Максимальное отношение качество/цена
5. Псевдоавтоматический вертикально-хонинговальный станок с ручным управленим
Уровень цен – 18.000 USD
Выпускается в Индии (Automatia)

Особенности станка:
1. Классический дизайн
2. Гидравлика в приводе вертикальной подачи
3. Ручной привод брусков хонголовки, регулирование подачи только на неработающем станке
4. Автоматические циклы хонингования
5. Сенсорное управление
Недостатки станка:
1. Не имеет никакого автоматического управления подачей брусков хонголовки
2. Автоматика подачи и вращения хонголовки не дает никакого преимущества в качестве хонингования, поскольку не управляет подачей брусков хонголовки
3. Гидравлика ненадежна и не обладает точностью
4. Морально устаревшая конструкция, обновленная путем установки сенсорного экрана и автоматики движения хонголовки без привязки к подаче брусков
Вывод:
Устаревший станок с современными элементами управления не обладает преимуществами в качестве и производительности перед более дешевыми станками из Китая и Индии.
6. Псевдоавтоматический (псевдо-ЧПУ) вертикально-хонинговальный станок с ручным управленим
Уровень цен – 30.000 USD
Выпускается в Италии (Comec)

Особенности станка:
1. Рамная конструкция
2. Продольное позиционирование хонголовки с помощью перемещения рабочей головы на воздушной подушке (вместо перемещения стола)
3. Автоматические вращение и подача хонголовки
4. Шариковинтовой механизм с сервоприводом вертикальной подачи
5. Сенсорное управление
Недостатки станка:
1. Использована старая рамная конструкция станка Robbi LM150, нет жесткой станины
2. Не имеет никакого автоматического управления подачей брусков хонголовки
3. Устаревшая 2-брусковая хонголовка SUNNEN с фрикционно-планетарным устройством подачи брусков не обеспечивает высокое качество обработки.
4. Так называемое ЧПУ не дает никакого преимущества в качестве хонингования, поскольку не управляет подачей брусков хонголовки
5. Старая конструкция, обновленная путем установки сенсорного экрана и автоматики движения хонголовки без привязки к подаче брусков
6. С помощью сенсорного экрана и модного названия ЧПУ устаревшая конструкция и ручное управление выданы за новую технику.
Вывод:
Станок с устаревшей конструкцией хонголовки, но с современными приводами и элементами управления (в качестве приманки для мальчиков-электроников в кедах) не обладает заметными преимуществами в качестве хонингования и производительности перед гораздо более дешевыми станками из Китая и Индии.
7. Реально автоматический вертикально-хонинговальный станок с программным управлением (PLC)
Уровень цен – 50.000-55.000 USD
До недавнего времени выпускался в Италии (Robbi), но по некоторым данным, его выпуск прекращен в связи со сворачиванием производителем программы выпуска ремонтных станков

Особенности станка:
1. Классический дизайн
2. Гидравлический механизм вертикальной подачи
3. Гидравлический механизм подачи брусков
4. Управление подачей брусков – маховиком на рабочей голове или автоматическое
5. Автоматическое управление хонингованием, включая подачу брусков с помощью PLC
6. Контроль давления хонингования на панели управления
7. 6-брусковая хонголовка позволяет как абразивное, так и алмазное хонингование
8. Электродвигатель шпинделя высокой мощности (1,5-2,5 кВт)
Недостатки:
1. Кнопочно-рычажное управление безнадежно устарело
2. Скорее всего, оно не будет обновлено вследствие прекращения выпуска станка
Выводы:
1. Несмотря на некоторое устаревание, станок обладает значительными преимуществами в качестве и производительности перед большинством более дешевых образцов.
2. Эффективен для хонингования блоков современных двигателей
8. Автоматический вертикально-хонинговальный станок с числовым программным управлением (CNC)
Уровень цен – 100.000-120.000 USD
Выпускается в США (Rottler)

Особенности и преимущества станка:
1. Рамная конструкция
2. Практически единственный серийный полностью автоматический хонинговальный станок с ЧПУ
3. Шариковинтовой механизм с сервоприводом вертикальной подачи
4. Серводвигатель шпинделя
5. Сервопривод подачи брусков
6. Управление подачей брусков – полностью автоматическое, программируемое.
7. Полностью автоматическое управление хонингованием, включая подачу брусков с помощью ЧПУ
8. Многобрусковая хонголовка для алмазного хонингования
Недостатки:
Высокая цена, проблемы с окупаемостью, возможны проблемы с объемом продаж таких станков
Выводы:
1. Наиболее современный станок по параметрам и характеристикам
2. Станок обладает значительными преимуществами по всем параметрам перед большинством более дешевых образцов.
3. Наиболее эффективен для хонингования блоков современных двигателей
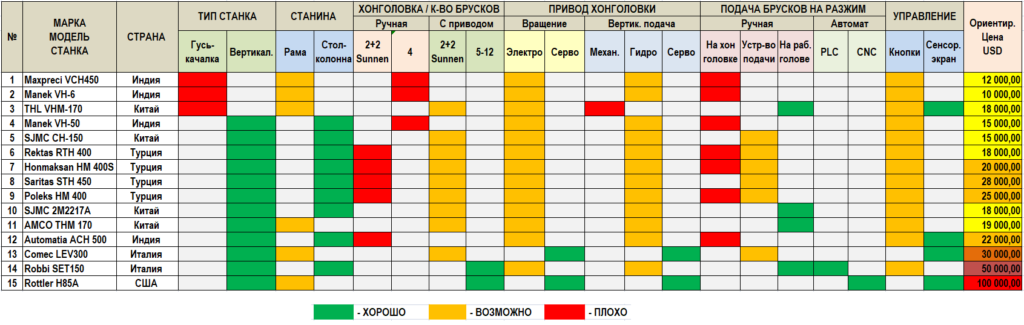
Все указанные станки можно свести в таблицу, где их особенности наиболее хорошо видны:
Часть 4. ПЕРСПЕКТИВЫ И ПРОГНОЗЫ РЫНКА ХОНИНГОВАЛЬНЫХ СТАНКОВ
Общие соображения на основании анализа рынка:
А. Основные требования к современному хонинговальному станку:
1. Тип – только вертикально-хонинговальный. Качающиеся балки ушли в прошлое из-за проблем с качеством хонингования
2. Вращение хонголовки – желательно сервопривод (но допустимо электромотор с плавным регулированием скорости)
3. Вертикальная подача хонголовки – шариковый винт с сервоприводом
4. Подача брусков хонголовки – сервопривод
5. Многобрусковые хонголовки, постепенный уход от устаревших 2-брусковых хонголовок
6. Применение гидравлики – нецелесообразно из-за сложности и низкой точности и надежности
7. Сенсорное управление как обязательный элемент современного станка
8. Автоматическое управление хонингованием (PLC) должно включать комплексное решение – автоматизацию не только вращения и вертикальной подачи, но и подачи брусков хонголовки
9. Создание возможности контроля режима хонингования (указатель давления хонингования как минимум)
Б. Рекомендации для потребителей:
1. Выбор хонинговального станка в настоящее время затруднен из-за крайне ограниченного количества выпускаемых моделей и малой разницы между ними
2. Фактически невозможно указать на модель станка, оптимальную для покупки
3. Псевдо-ЧПУ не должно вводить в заблуждение – это то же самое ручное управление, но по более высокой цене.
4. Покупка устаревших моделей с ручным управлением и 2-брусковыми хонголовками нецелесообразна, однако более продвинутые станки или уже не выпускаются, или чрезвычайно дороги.
5. Все станки с ручным управлением требуют высокой квалификации оператора
6. Парадокс №1 – нормальных станков в настоящее время не выпускает никто.
7. Парадокс №2 – огромный разрыв по цене между станками с ручным управлением и станками с ЧПУ, достигший 100.000 USD – в промежутке не выпускается никаких станков
8. Парадокс №3 – исходя из имеющихся сравнительных данных, на данный момент вертикально-хонинговальные станки китайского производствапо своим параметрам, вероятно, являются наиболее отвечающими критерию «качество/цена».
В. Отдельные рекомендации по модернизации станков (для некоторых продвинутых производителей):
Требуется постепенная модернизация устаревших станков, которая включает:
1. Переход на нормальные хонголовки, многобрусковые и с приводом подачи
2. Установка сенсорного управления
3. Организация контроля и управления подачей брусков хонголовки
4. Выведение станка из режима слепого хонингования путем установки, как минимум, датчика давления хонингования (в % по крутящему моменту и/или силе тока двигателя шпинделя)
5. В перспективе – отказ от гидравлики и переход к сервоприводам
6. В дальней перспективе – автоматизация подачи и вращения хонголовки вместе с подачей брусков
P.S. Как отмечено в начале, не менее важным для обеспечения качества хонингования является вопрос о микрогеометрии поверхности, в том числе: о характеристиках брусков, режимах хонингования, требованиях к микропрофилю и средствах для измерения параметров поверхности. Однако вследствие того, что огромное количество проблем накопилось именно у носителей брусков – хонголовок и станков, а также в связи со значительной сложносттю и большим объемом информации по абразивам и их применению, данный вопрос выходит за пределы рассматриваемой темы и будет обсуждаться отдельно.

Александр Хрулев©
д.т.н., с.н.с.
*Данная статья представляет собой оценочное суждение (мнение) автора на рассматриваемую в статье тему и выражает личную точку зрения, которая не претендует на неопровержимое доказательство и не утверждает каких-либо неоспоримых фактов. В соответствии с этим, при любом использовании, полном или частичном, материалов данной статьи ссылка на оценочное суждение автора обязательна.
