Обработка седел в головках цилиндров для большинства ремонтников еще более загадочный процесс, чем, к примеру, хонингование. Именно в обработке седел среди механиков-мотористов до сих пор господствуют мифы 100-летней давности, не только не позволяющие правильно выполнить ремонт седел, но даже просто понять суть этого вида обработки. Между тем, находясь в плену дедовских приемов, не зная ни технологий, ни оборудования для обработки, выполнить ремонт головки цилиндров современного двигателя не получится.
Еще сложнее, когда для комплектация цеха потребуется выбрать новый станок для обработки седел. Как сделать правильный выбор из десятков возможных вариантов, а не попасть впросак, не сесть в лужу, не пойматься на ржавую блесну или красивую обертку? Тем более, что такие примеры уже, к сожалению, есть…
ВВЕДЕНИЕ
Рассмотрим, прежде всего, какие главные мифы уже 100 лет гуляют в обработке седел. Их три:
1. Ремонт седел однозначно включает притирку клапанов к седлам (а как же может быть по-другому?) Чтобы хорошо сделать ремонт, надо обязательно взять как можно больше абразивной пасты, после чего как можно дольше и сильнее притирать клапан к седлу. Разновидностью этого 100-летнего мифа (в те далекие времена просто не было никаких ремонтных станков), в попытке придать ему более цивильный и современный вид, является такое — да мы только слегка притрем, исключительно для контроля сопряжения клапана с седлом. Что есть то же самое, только вид сбоку. Естественно, то, что в седла внедрится абразив, который быстро съест клапан, и что притиркой будет уничтожен правильный профиль седла, что все вместе приведет к снижению ресурса двигателя в разы, настоящего притирщика интересует меньше чем никак. Соответственно, и объяснить притирщику, что ничего этого в современных двигателях делать нельзя, как правило, невозможно в принципе и по определению.
2. Качество ремонта седел однозначно определяется путем проверки «на керосин» — если керосин, налитый в камеру сгорания, протекает через закрытый клапан, то ремонт сделан из рук вон плохо. А исправить такой дефект можно только путем долгой и тонкой притирки (см.п.1). Объяснить проверяльщику, недовольному качеством ремонта, что в камере сгорания двигателя находится не жидкий керосин, а воздух или продукты сгорания, у которых совсем другие свойства, как правило, тоже невозможно в принципе и по определению.
3. Не нужна никакая технология обработки седел. У супер-механика в гараже есть все, что нужно — и зубастые фрезы, в 1-ю очередь, целый набор. Если надо — любую головку сделает по люксу, любое седло загрызет. Что? Как это нельзя? Да он же супер-механик! У него же глаз-алмаз и руки из чистого золота! Но, к сожалению, все эти качества ни о чем, если нет понимания процесса и даже нет желания разобраться, почему эта «технология» 100-летней давности не может быть применена в ремонте современных двигателей.
Поэтому шутки в сторону. Если Вы, уважаемый читатель, принадлежите к одной из вышеуказанных групп фанатов притирки, проверки на керосин и/или ручных зубастых фрез, то можем смело Вам посоветовать ничего тут дальше не читать и не смотреть — оно все точно не для Вас. Для всех остальных же, как обычно, будет наш традиционный эксклюзивный материальчик.
Часть 1. ОБЩИЕ СВЕДЕНИЯ О ПОВРЕЖДЕНИЯХ И ОБРАБОТКЕ СЕДЕЛ
Проблема
Все знают, что за время долгой (а иногда и не очень) эксплуатации двигателя сопряженные поверхности (так называемые пары трения) движущегося клапана с головкой цилиндров (седло и направляющая втулка) изнашиваются. Износ вызывает потерю герметичности клапана и неустойчивость работы двигателя, особенно, на холостом ходу. Правило, давно известное грамотным диагностам — когда победить эту неустойчивость двигателя электронными методами не удается (а в этой борьбе некоторые наиболее продвинутые умудряются заменить кучу датчиков и даже блок управления двигателем!), есть все основания полагать, что нужен ремонт клапанного механизма. Хотя, конечно, диагностика износа и повреждения клапанного механизма — это тоже совсем отдельная и другая история…
Решение
Ремонт этого нашего волшебного клапанного механизма, понятное дело, предусматривает восстановление его герметичности путем восстановления геометрии всех изношенных деталей — в первую очередь, фаски клапана и седла. Но где при этом у нас будет технологическая база, от которой мы будем точно править седло? Ведь ни для кого не секрет, что седло должно обрабатываться совершенно точно в одной оси (соосно, концентрично) с направляющей втулкой клапана? Правильно, но именно с технологической базой у нас может быть большая проблема — направляющая втулка клапана, скорее всего, изношена, если изношено седло. И она часто требует замены, иначе седло не поправить (или лучше даже не править — будет хуже, чем было). А клапан? Клапан нужно менять только в случае износа стержня, что случается уже не так часто. Поэтому клапан, в отличие от втулки, можно ремонтировать — путем шлифовки рабочей фаски (хотя это тема отдельного разговора).
Если же все подготовлено — то есть, направляющая втулка новая, а у клапана фаска сверкает даже лучше новой, то приступаем к практической стороне дела.
Реализация процесса
Существуют 2 принципиально разных способа обработки седла — шлифованием и точением (фрезерованием). Так сложилось, что шлифование применяется только там, где головку цилиндров невозможно снять и установить на станок — а это всякого рода гигантские моторы, которые чинятся по своим собственным отдельным технологиям. Вся остальная ездящая техника предпочитает точение — его и будем рассматривать.
Однако точение точению рознь. Потому что ручная зубастая фреза — она же тоже точит (и еще как!). Однако этот способ мы оставим только самым настоящим гаражникам. И далее будем рассматривать только обработку на специализированных станках. Почему? По той простейшей причине, что ручная зубастая фреза в принципе не способна обеспечить ни одно из всех необходимых технологических требований к процессу обработки седел. Каких это? Да вот таких…
Часть 2. ОСНОВНЫЕ ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ ОБРАБОТКИ СЕДЕЛ
Чтобы разобраться с вопросом, необходимо прежде всего понять…
Основные этапы обработки седла
1. Точная установка головки на станке.
У всех без исключения станков при установке необходимо обеспечить строго вертикальное положение отверстия направляющей втулки. Для этого все применяют специальные датчики положения — это может быть что-то типа пузырькового уровня или даже точный электронный прибор. Времена, когда эту выверку делали по зазору между 2-мя направляющими стержнями-пилотами — один во втулке, а другой в шпинделе станка, канули в лету из-за полной грубости и неточности. Ну, а те, кто еще считает, что втулка при обработке может занимать любое положение, отличное от вертикали, просто не являются специалистами в этом виде обработки (и в других видах, возможно, тоже).
2. Центрирование инструмента
Наиважнейшая операция, вокруг которой споры не утихают уже лет 25, сломано сотни копий и выпито десятки литров крови конкурентов. Почему это так важно?
Потому что резец должен поправить седло строго в оси направляющей втулки — иначе фаска клапана потом сядет на седло боком. Если такое случится, то не только герметичности не будет, но и быстрый износ направляющей, а с ней и сасого седла, будет гарантирован боковыми нагрузками на клапан.
Другими словами, нужно зацентрировать место, где закреплен резец (у большинства станков это держатель инструмента) с отверстием направляющей втулки — обеспечить концентричность или соосность окружности, по которой будет вращаться резец, с отверстием направляющей. Только в этом случае можно потом правильно проточить седло.
3. Точение
Если центрирование выполнено правильно, то точение уже будет только делом техники. В подавляющем большинстве станков используется так называемый профильный резец, который режет сразу все три фаски седла — рабочую и две примыкающих. При высокой твердости седла иногда используют последовательно одноугловые резцы. Ну, и в некоторых станках с ЧПУ одно время было модно показать крутость и точить так называемым точечным резцом, формируя им заданный программой профиль седла. Но эта технология в ремонте двигателей потерпела провал из-за фантастически медленной обработки.
У подавляющего числа станков вертикальная подача шпинделя с резцом делается вручную с помощью штурвала, хотя его нет в станках с ЧПУ по очевидным причинам. Некоторые производители к ручной подаче добавляют так называемый микровинт. Считается, что это улучшает качество обработки, но судя по тому, что микровинты не получили распространения, не все производители с этим согласны.
Другими словами, при точении седла есть свои хитрости, но они уже не настолько критичны по сравнению с центрированием, которое фактически определяет точность всего станка. Как же его сделать правильно? Вот тут-то начинается самое интересное, и …
Вариант 1 — шарнирно-байонетная схема обработки седла.
Основные особенности (кратко):
1. Чрезвычайно простое и точное центрирование (соосность, концентричность) инструмента по отверстию направляющей легко достигается с помощью мертвого конического пилота
2. При наличии шарнира между шпинделем и резцом, пилот используется не только для центрирования, но и как основной элемент системы обработки.
3. В результате вся жесткость системы определяется тонким пилотом, а не толстым шпинделем.
4. Недостаточная жесткость обработки (с тонким пилотом) не позволяет точно обработать седла в головках цилиндров с малыми клапанами.

Волшебный шарнир-байонет. Вокруг него
сломаны сотни копий и выпиты десятки
литров крови конкурентов.
Шарнирная схема обработки седла придумана в Америке добрых полвека назад, когда самый маленький клапан был едва ли не 9 мм:
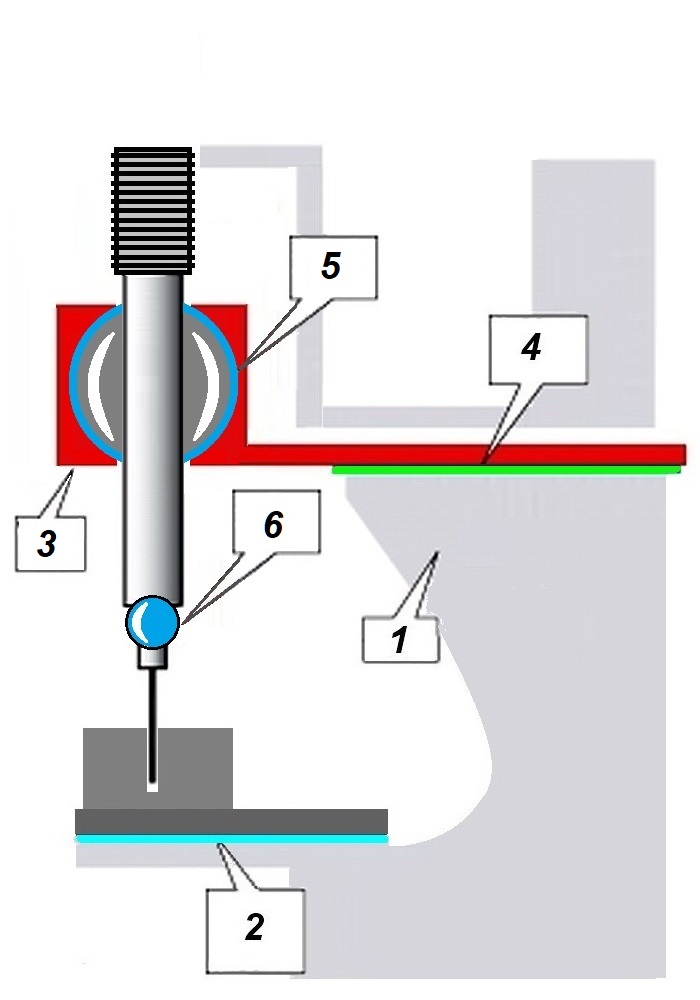
1 — станина, 2 — рабочий стол с обрабатываемой головкой цилиндров, 3 — рабочая бабка, 4- воздушная подушка рабочей бабки, 5- шарнир шпинделя, 6 — волшебный байонет
Как обеспечить концентричность? Никаких проблем нет вообще — достаточно взять слегка конический направляющий стержень и мертво воткнуть его во втулку (отсюда название пилота — мертвый, то есть неподвижный). Далее на пилот с очень малым зазором можно надеть держатель с резцом — и опа-на, все готово и точно сцентрировано. Далее, чтобы точить, потребуется вращать держатель с резцом, для чего к держателю сверху следует подвести шпиндель станка. Теперь надо соединить их так, чтобы не было никаких лишних усилий от шпинделя к держателю — для этого ставим там… специальный шарнир, так называемый байонет. И тогда резец, вращаясь на пилоте, будет на 100500% концентричен отверстию направляющей — бинго! Проще и точнее невозможно даже представить!
И действительно, такая схема, появившись в Америке лет 50 назад, а ее родоначальником не без оснований считают известную американскую фирму ROTTLER, быстро получила популярность и распространение среди производителей оборудования для ремонта. И она постепенно завоевала господство в тех странах, где поняли, что врукопашную, зубастыми фрезами и притиркой, головку цилиндров хорошо не сделать. А станки марки ROTTLER постепенно стали образцом точности и концентричности у ремонтников всего мира.
И все у них, как водится, было хорошо и даже просто замечательно, как вдруг пришла беда откуда не ждали — в 90-х годах прошлого века на смену чугунным преимущественно V-образным монстрам появились легкие многоклапанные моторы. А в такой мотор большой клапан уже не воткнешь — не поместится. И клапаны стали быстро уменьшаться в размерах. Но при этом, также неожиданно, выяснилось, что у шарнирной схемы не все так хорошо получается, как раньше…
Оказалось, что при уменьшении размера пилота, резец, который вроде бы точно и абсолютно концентрично на нем сидит, уже не хочет концентрично резать седло. При этом шпиндель станка, какой бы толстый и жесткий он ни был, никак не помогает решить проблему — мешает шарнир, тот самый байонет. В результате, при появлении сил резания от резца, держатель спокойно поворачивается на шарнире, тонкий пилот начинает гнуться, а резец спокойно отжимается от седла. Что при этом происходит, понятно — резец лишь гладит седло, делает красиво, но ничего толком не может поправить.
Беда, да и только. Все разводят руками и ругают друг друга в неумении пользоваться самыми лучшими станками фирмы ROTTLER. И так бы оно и продолжалось дальше, если бы в дело вмешалась другая фирма — французская SERDI. Которая предложила принципиально другую схему…
Вариант 2 — жесткая схема обработки седла
Основные особенности (кратко):
1. Сложное и достаточно «капризное» центрирование инструмента по положению пилота в отверстии направляющей.
2. Пилот используется только в качестве «датчика» положения при центрировании, в обработке он не участвует.
3. Чрезвычайно жесткая система — жесткость обработки определяется толстым шпинделем.
4. Полная универсальность станка — точность обработки мало зависит от размера клапана.


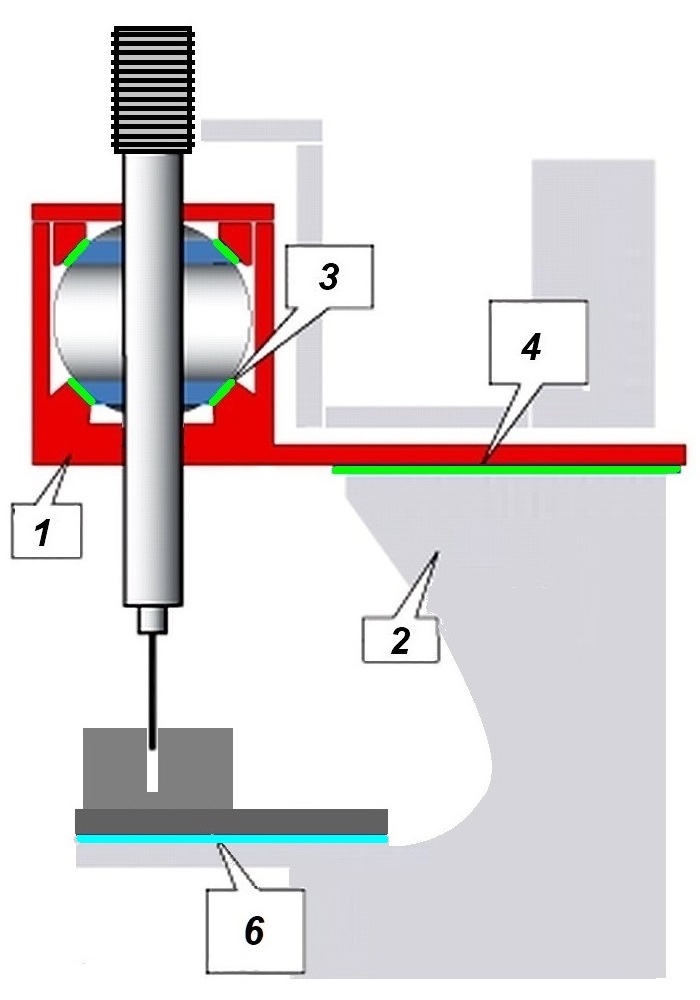
Жесткая схема (справа) — это никаких шарниров и живой цилиндрический пилот. Хотя некоторые детали похожи:
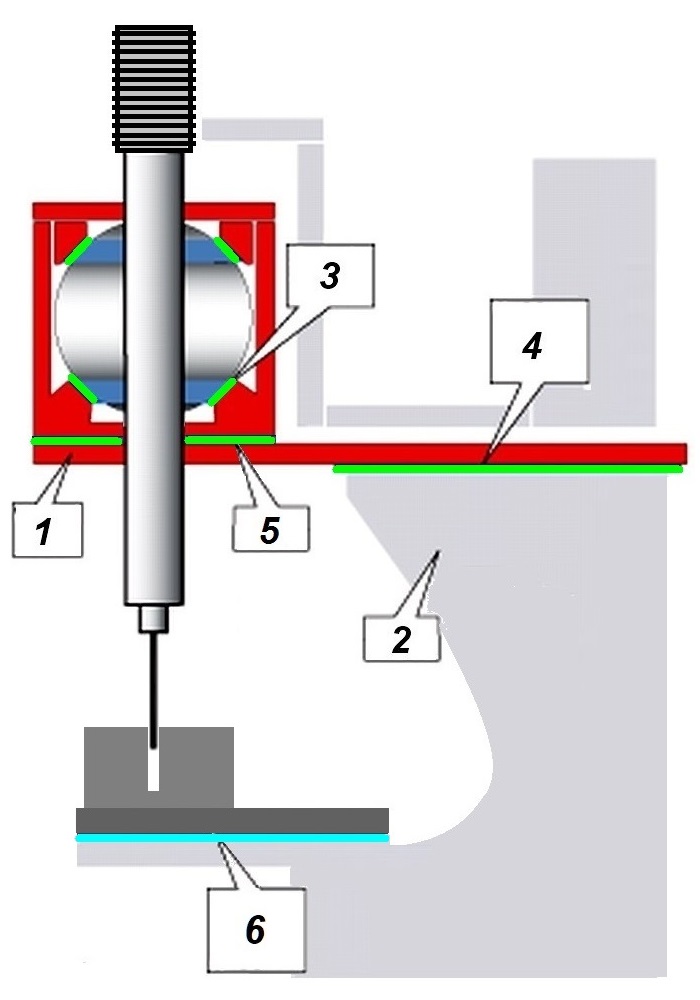
1 — шпиндель, 2 — держатель инструмента, 3 — пилот, 4 — держатель резца, 5 — резец, 6 — пружина, 7 — направляющая втулка клапана, 8 — волшебный байонетный шарнир
При нагружении одинаковой боковой силой (от резца):

Результаты компьютерного моделирования напряженно-деформированного состояния систем обработки: в шарнирной системе держатель поворачивается на волшебном шарнире и собирает все нагрузки на тонкий пилот (слева), в то время как в жесткой системе все нагрузки от резца держит толстый шпиндель станка (справа)
При малых диаметрах пилота:

…с жесткостью обработки шарнирной системы наступает форменная катастрофа — деформация от силы резания зашкаливает, в то время как у жесткой системы деформации почти нет
В самом деле, если пилот тонкий и так легко гнется, то не надо на него вешать никаких нагрузок от резца — надо тупо передать все нагрузки на шпиндель станка! А для этого нужно убрать шарнир-байонет, соединив все детали — пилот, держатель с резцом и шпиндель, жестко. Для чего, кстати, не нужен никакой конический мертвый пилот — его надо просто заменить на живой цилиндрический, пусть он теперь вращается в отверстии направляющей!
Вполне себе здравая идея, и так, кстати, сделано у 99,9% металлообрабатывающих станков — резец жестко закреплен на шпинделе. И вообще странно, что кому-то раньше могла прийти такая бредовая идея — поставить шарнир между шпинделем и резцом (можно представить, как удивлялись когда-то инженеры фирмы SERDI). Но оказалось, что воплотить их идею, которая не менее очевидна, чем у шарнирной схемы, не так-то просто…
Главный вопрос — а как обеспечить теперь концентричность всего шпинделя со всеми его элементами, а не только одного держателя с резцом? Очевидно, надо шпинделю предоставить полную свободу, но при этом оставить направляющий пилот чувствительным элементом системы — датчиком концентричности (соосности), отобрав у него все прочие силовые функции.
Решение, как освободить шпиндель от каких либо нагрузок, было найдено быстро — надо все поставить на воздушные подушки. Их должно быть как минимум, две — одна сферическая на шпинделе, для его свободного наклона, а другая плоская, для свободного горизонтального перемещения рабочей головы со шпинделем. Однако быстро выяснилось, что для тонких пилотов этой схемы тоже недостаточно — рабочая голова станка слишком тяжелая, и это плохо влияет на центрирование при малых диаметрах пилотов. Решение оказалось не самым простым — сам шпиндель внутри рабочей головы поставили на отдельную маленькую воздушную подушку — так называемый цилиндр сферы. А сам двигатель шпинделя уменьшили и запрятали в шпиндель…
A
Б
В
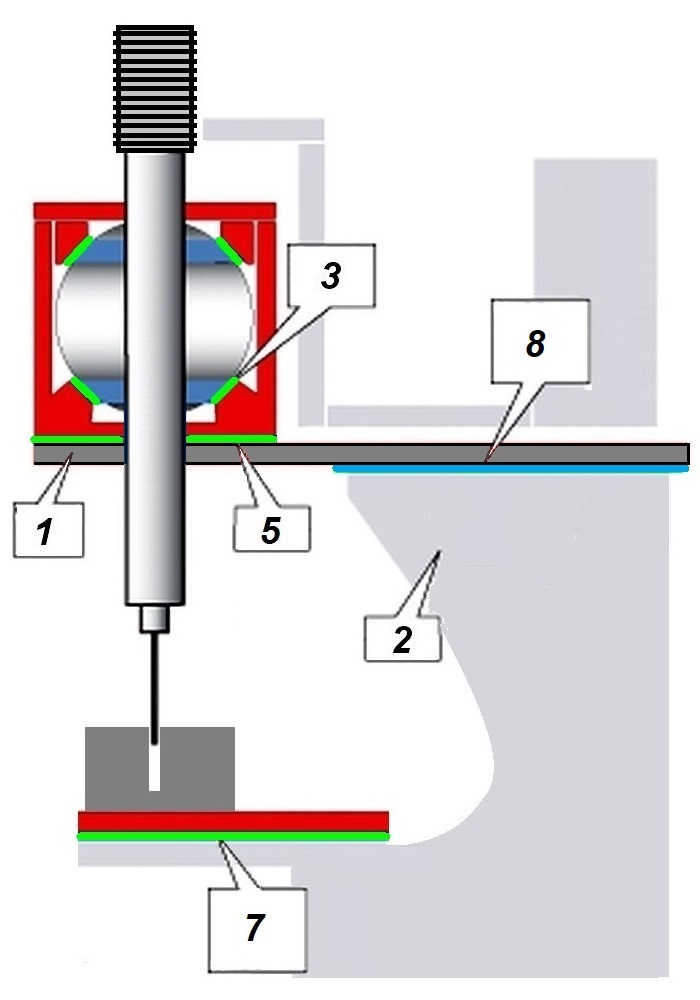
Основные конструктивные схемы центрирования в жесткой системе обработки седла:
А — с двумя воздушными подушками (SERDI), Б — с тремя воздушными подушками (SERDI), В — с тремя воздушными подушками (Provalve)
1 — рабочая бабка, 2 — станина, 3- воздушная подушка сферы шпинделя, 4- воздушная подушка рабочей бабки (участвует в центрировании), 5 — воздушная подушка цилиндра сферы, 6 — воздушная подушка стола (только установка головки), 7 — воздушная подушка стола (участвует в центрировании), 8- воздушная подушка рабочей бабки (только установка головки)
И именно такая схема — с 3-мя воздушными подушками для центрирования шпинделя, приобрела невиданные свойства. Оказалось, что для нее практически не имеет значения, какой диаметр у пилота — она дает практически одинаковую точность центрирования независимо от диаметра, делая станок действительно универсальным и пригодным для ремонта любых головок цилиндра. И это главная причина, по которой постепенно, год за годом, шарнирно-байонетная схема стала терять сторонников среди производителей станков. Ну, а когда дело дошло до того, что уже и сам изобретатель байонетной схемы — фирма ROTTLER, перешла на жесткую схему, полностью отказавшись от байонета, можно со всей уверенностью утверждать, что время господства шарнирно-байонетных станков подошло, наконец, к логичному завершению. Как и время споров о том, какая схема — жесткая или шарнирно-байонетная, лучше.
Вариант 3. Некоторые вариации жесткой схемы обработки
1. Электронная модификация
Некоторые производители пошли еще дальше. Их основная идея была такая — оставить пилот датчиком положения шпинделя, но передать исполнительную функцию центрирования от воздушных подушек к сервоприводам с программным управлением.
Так появилась «электронная» модификация жесткой схемы и станки французской фирмы NEWEN на ее базе — очень точные и крутые. Однако ничего не бывает бесплатно — их чрезвычайная сложность сделала их и самими дорогими. И все было хорошо, пока господствовали грубые механические байонетные станки, которые никак не могли конкурировать с программно-электронными образцами. Однако с развитием и все большим распространением жестких станков и, особенно, с появлением на них автоматизированного сенсорного управления, именно сложность и высокая цена привели к тому, что станки по технологии NEWEN стало практически бессмысленно использовать в ремонте двигателей из-за их неокупаемости.
В результате применение данных станков в ремонте постепенно, год от года все больше и больше, стало сводиться не к экономическим причинам, а к маркетингу — к примеру, как способу потеснить конкурентов, показав им свою «крутость». Кроме того, принцип «точечной» обработки вместо использования традиционных профильных резцов сыграл с производителем самую злую шутку — производительность самого навороченного станка NEWEN с ЧПУ провалилась ниже самого заштатного дешевого образца с ручным управлением. Что окончательно оставило крест на применении «электронной» модификации жесткой схемы обработки в ремонте (оставив ее для специального применения — для двигателей Формулы-1 и других космических кораблей). В такой ситуации данная технология, превратившись из практической в чисто теоретическую, вышла за рамки данного обзора и далее здесь не рассматривается.
2. Модификация с мертвым пилотом
Если вместо цилиндрического пилота в жесткой схеме использовать мертвый конический, то можно добиться некоторого улучшения центрирования для случаев, когда зазор живого цилиндрического пилота в направляющей повышен (например, изношенная втулка). При этом мертвый пилот вращается в том же держателе, с которым используется цилиндрический пилот.
Такие варианты уже существуют (станки фирмы Rossi&Kramer), однако преимущество этой модификации пока не подтверждено. Но в любом случае следует отметить, что появление такой модификации жесткой схемы обработки стирает разницу между мертвыми и живыми пилотами. Если раньше мертвые пилоты были главным признаком байонета, а живые — жесткой схемы, то теперь фактически пользователь сам может выбрать, какие пилоты ему больше нравятся. И в этом не только главное достоинство данной схемы, но также и ее преимущество перед байонетной, где использование живого пилота выглядит, как минимум, странным, а потому пока никем не реализованным (что и неудивительно — с живым пилотом байонет просто потеряет смысл).
Вариант 4. «Да мы его сейчас на координатке!»
Такое обычно говорят все без исключения диды — станочники из прошлой жизни на советских заводах, когда слышат про проблему точной обработки седел. Более того, отдельные из них в свое время даже попробовали это сделать. Результат ожидаемый и полностью провальный — никакая координатка, или даже самый навороченный 5-осевой (а уже есть и 6-ти) обрабатывающий центр с ЧПУ неспособен справиться с обработкой седла в головке цилиндров.
Как же так? Да не может быть! Почему? Да все потому же — у него нет датчика, по которому он будет точно настраиваться на отверстие направляющей клапана. А как только такой датчик появляется, то обрабатывающий центр сразу превращается…, сразу превращается…, превращается… правильно, он превращается из универсального обрабатывающего центра в специализированный станок для обработки седел с описанной выше системой центрирования инструмента по отверстию направляющей. Пусть даже и электронной.
И все. Никаких вариантов больше.
Часть 3. ПРАКТИЧЕСКОЕ ПРИМЕНЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРИНЦИПОВ: СОСТОЯНИЕ РЫНКА СТАНКОВ ДЛЯ ОБРАБОТКИ СЕДЕЛ В ГОЛОВКАХ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ
А. Станки шарнирно-байонетного типа
Ранее такие станки делали большое количество фирм. Но постепенно их количество уменьшалось, и сейчас в мире их осталось только 8 — это китайская THL, индийские Robins, Standard, Micron Mustafa, Manek, европейские AZ и Comec, а также бразильская Chinelatto.
Характерно, что все эти станки чрезвычайно похожи, как будто их делают на одной фабрике. Однако несмотря на совершенно идентичную конструкцию, параметры и внешний вид, их продают по совершенно разным ценам, которые могут отличаться в 1,5-2 и более раз. Исключение составляют только более новые модели фирмы Robins (индийское название марки ROTTLER), на которых появилось сенсорное управление. И это на сегодня единственная в мире фирма, пытающаяся сделать невозможное модернизировать станки с устаревшей шарнирно-байонетной схемой центрирования — все остальные фирмы производят практически без изменений один и тот же образец ROTTLER полувековой давности.




Близнецы и братья, шарнирные станки с мертвым пилотом: просто, недорого, быстро. Но для маленьких клапанов непригодно
Основные особенности станков данного типа:
1. Мертвый слабоконический пилот
2. Байонетный шарнир между шпинделем и резцом
3. Воздушная подушка рабочей головы.
4. Шарнирное крепление шпинделя к рабочей голове и датчик для измерения его угла наклона
5. Ручное управление при сопряжении шпинделя с держателем резца
6. Профильный резец
7. Высокая производительность.
Основные недостатки:
1. Резкое падение жесткости обработки при уменьшении диаметра пилота меньше 7-8 мм
2. При малых диаметрах пилота станок данного типа способен только гладить седло, не исправляя его геометрию (зато красиво!)
Выводы:
1. Фактически станок изначально выпускался как универсальный, для любых головок цилиндров, но сейчас морально устарел и стал неприменим для ремонта головок цилиндров современных двигателей легковых автомобилей и мотоциклов.
2. В то же время, для двигателей с большими диаметрами клапанов данная технология остается достаточно эффективной, в том числе, для двигателей грузовых автомобилей и тяжелой техники.
3. Есть и еще одна хорошая новость — в связи с тем, что подавляющее большинство таких станков совершенно ничем не отличается друг от друга, легко можно сэкономить на покупке, иногда даже в 2 раза, купив более дешевый образец.
Указанные особенности применения станков данного типа необходимо в обязательном порядке знать и учитывать при планировании закупки. Если этим пренебречь, то уже полно примеров, когда люди, не разобравшись и поддавшись на рекламу и досужие советы, покупали совсем не то, что хотели, и совсем не для той работы, которую планировали. После чего было уже непонятно, что с такой покупкой делать…
Б. Станки жесткого типа
Если еще совсем недавно такие станки выпускала одна только французская фирма SERDI, а среди ремонтников шли ожесточенные споры, какие станки лучше и точнее, то теперь количество производителей станков жесткого типа уже начинает уверенно догонять количество тех, кто все еще цепляется за старое.
Наиболее дешевые образцы жестких станков давно освоены в Китае, причем там они выпускаются целым рядом фирм (Tendtool, SJMC, THL, AMCO, BestWin) и представляют собой слегка модернизированные копии оригинальных станков фирмы SERDI моделей 3.5 и 4.5, но по цене приблизительно в 3 и более раз дешевле. При этом качество китайских поделок, как ни странно, не настолько хуже, чем ниже цена, и уже есть примеры более-менее успешной их работы. Есть также и более продвинутые модели с сенсорными экранами и ЧПУ, но пока нет данных о том, насколько эффективно они работают.


Несмотря на то, что это Китай (слева), он все же работает (на самом деле, удивительно!). Хотя данных о том, как долго он проработает, пока нет. Оригинальная вещь (SERDI) справа — родоначальник технологии, многократно подтвержденная высокая точность и непревзойденная надежность. Но, к сожалению, 25 лет кнопочного ручного управления без любых изменений, кроме повышения цены — это уже критический срок и начало стремительного морального устаревания…
Что же касается оригинального SERDI, то, к сожалению, эти станки никак не изменились за все 25 лет их производства (за исключением их цены, которая неизменно повышалась и уже начала превышать некоторые разумные пределы окупаемости). Поэтому есть некоторые основания полагать, что если они не будут никак изменены в ближайшее время, то мы, вероятно, скоро сможем наблюдать закат этой некогда знаменитой фирмы. Однако следует отдать должное надежности и ресурсу этих станков — уже известно, что они спокойно могут проработать 20 лет без единого отказа. Вряд ли кому-то еще такое под силу.
Среди индийского ряда шарнирных станков прочно вклинилась фирма Maxpreci со своими двумя моделями жестких станков. Подробности их конструкции не раскрываются, но скорее всего, они выполнены по упрощенной схеме центрирования — со сферической полушкой шпинделя и одной плоской подушкой рабочей бабки. Такая схема не универсальна, ранее она была использована в конструкции итальянских станков ныне закрытой итальянской фирмы SERDI Srl и годится больше для грузовых головок. Однако в любом случае производство таких станков в Индии — серьезный шаг вперед.


Индийский станок Maxpreci (слева) сделан по той же схеме центрирования, что и «почивший в бозе» SERDI Srl (справа). Обратите внимание: у индуса встроенный сервомотор шпинделя, в то время как у итальянца был простой и тяжелый…
Однозначно значительный шаг вперед сделан итальянской фирмой Rossi&Kramer. Ее станки — все та же упрощенная схема SERDI Srl без подушки цилиндра сферы. Однако фирма уверенно сделала ставку на жесткую схему и уже в течение ряда лет постоянно модернизирует свои станки. Так, на старшей модели уже появился сенсорный экран. И кажется, что если еще добавить упомянутую выше возможность использовать любой тип пилота, то фирму уже можно ставить в ряд передовых по инновациям. Но есть подозрение, что использование мертвых пилотов было вынужденной платой за упрощенную схему центрирования и попыткой хотя бы чуть-чуть улучшить точность центрирования на малых диаметрах…

Итальянский Rossi&Kramer добротная вещь. Хотя чувствуется какая-то незаконченность… Ну, и схема центрирования с 2-мя воздушными подушками, скорее всего, не придаст точности при маленьких диаметрах пилотов.
Однако лидерство в этом типе станков постепенно, но уверенно забрала себе турецкая фирма Provalve. Единственная фирма, которая применяет свою собственную схему центрирования с 3-мя воздушными подушками, где вместо вместо подушки рабочей головы задействована подушка рабочего стола. Все модели станков этой марки имеют не только сенсорное управление, но и патентованное автоматическое центрирование по нажатию одной кнопки, управляемое с помощью PLC. В отличие от подавляющего большинства других станков, в станках Provalve реализован принцип полной информированности оператора обо всех операциях и состоянии станка. В этих станках много других новшеств, которые отсутствуют в традиционных станках типа SERDI, при этом цена их остается на среднем и доступном уровне. В результате станки Provalve получили широкое распространение не только в Турции и традиционно на Ближнем Востоке, но и в Европе, причем уже есть достаточно большой опыт успешного и достаточно длительного использования этих станков.

Турецкий Provalve сегодня в лидерах по инновациям. Сенсорное управление и автоматическое центрирование по нажатию одной кнопки, датчик наклона шпинделя, отдельный вакуумнасос для контроля качества обработки, предварительное центрирование, при котором, в отличие от станков типа SERDI других производителей, невозможно сломать пилот, и даже встроенный принтер… Эффективность в ремонте, в том числе, точность, стабильность и надежность, подтверждена многократно, и она очень высокая
Характерно, что успех Provalve привел к тому, что все прочие производители станков в Турции — и Poleks, и Saritas, и Honmaksan, быстро перестроились, уверенно перешли от производства байонетных станков к жестким и начали повторять Provalve почти как под копирку. Вероятно, в надежде повторить и сам успех. Но, к сожалению, пока данных об эксплуатации их станков для обработки седел недостаточно, чтобы сделать какие-то обоснованные выводы.


Турецкие ребята Poleks и Saritas предлагают нечно электронно-сенсорное, но как оно работает, пока никто не знает…
На вершине цепочки жестких станков неожиданно оказалась американская фирма ROTTLER. Как только она не пыталась сохранить байонетную схему — даже маскировала волшебный байонет внутри рабочей бабки, ан нет — пришлось-таки дать слабину и сломаться на сферической воздушной подушке. Причем так, что классические байонетных станков больше в ее производственной программе даже не проглядывается. Видимо, совсем не получалось что-то выжать из байонета, когда уже и без того выжато последнее (даже непонятно, что теперь, после такого «предательства», произойдет с многочисленными сторонниками байонетов).


ROTTLER (слева) и NEWEN (справа), похоже, теперь заклятые конкуренты. В ЧПУ. А эта область науки и техники весьма далека от ремонта…
Сказать что-то определенное о конструкции этих станков невозможно — в описаниях конструкция полностью скрыта за волшебными и ничего не значащими фразами о том, что все запатентовано (читай — засекречено), и как волшебные шпиндели бороздят просторы (плавают на воздушных подушках), а потом легко центрируются на оси клапана. Возможно, для американских ремонтников этого описания достаточно, но можно усомниться в точности этих станков, если прочитать в описании фразу о необычайной легкости рабочей головы (которая не нужна, если есть подушка цилиндра сферы, однако очень важна в схемах типа SERDI Srl, где такой подушки нет).
Тем нем менее, система управления с ЧПУ у ROTTLER очень продвинута, как и цена таких станков. Что делает их реальное применение в ремонте делом весьма и весьма проблематичным, если не сказать — сомнительным, и особенно, при отсутствии детального описания их устройства. Тем более, что при их уровне цен станки жесткого типа с профильным резцом и ЧПУ давным-давно отработаны во всех видах фирмой SERDI, но так и не нашли практически никакого реального применения в ремонте. Поэтому очередная попытка конкурирования там, где и фирма NEWEN подтвердила, что никакой конкуренции из-за отсутствия спроса нет в принципе, скорее всего, будет точно так же провальной.
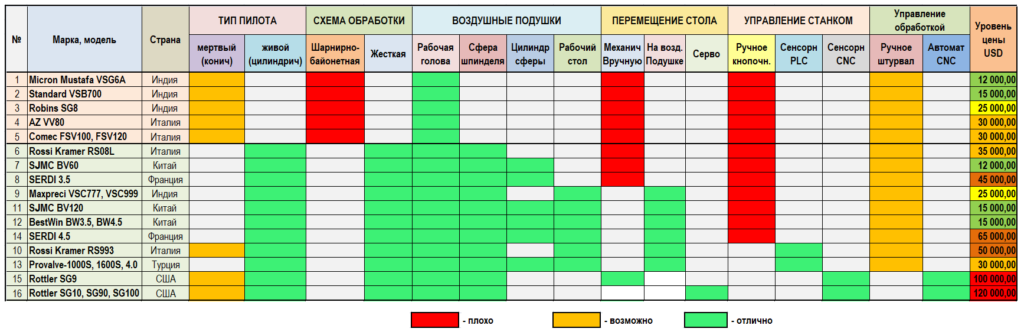
И это все, что сегодня есть на мировом рынке данного типа оборудования.
Все указанные станки легко свести в таблицу, где их особенности наиболее хорошо видны:
Часть 4. ПЕРСПЕКТИВЫ И ПРОГНОЗЫ РЫНКА СТАНКОВ ДЛЯ ОБРАБОТКИ СЕДЕЛ
А. Основные требования к современному станку для седел:
1. Основной тип — с жесткой схемой обработки. Станки шарнирной схемы и мертвыми пилотами морально устарели и не являются универсальными.
2. Направляющий пилот — живой цилиндрический. Мервый конический может быть только как дополнение, если это позволяет станок.
3. Три воздушные подушки для центрирования инструмента перед обработкой — сферы, цилиндра сферы, рабочей бабки (или рабочего стола). Схемы с меньшим количеством подушек, задействованных при центрировании, имеют ограниченную точность обработки при малых диаметрах клапана.
4. Сервомотор шпинделя — обеспечивает минимальную массу шпинделя, что влияет на точность центрирования.
5. Воздушная подушка рабочего стола — как минимум, удобна для установки головки цилиндров для обработки.
6. Сенсорное управление с понятным интерфейсом — один из главных признаков того, что станок современный, а не устаревший (хотя и не единственный признак, поскольку уже есть примеры установки сенсорных экранов на устаревшие шарнирные станки).
7. Система контроля в процессе обработки — наличие датчиков положения (наклона) шпинделя, рабочего давления воздуха, оборотов шпинделя, состояния воздушных подушек и др., избавляет оператора от работы вслепую.
7. Автоматические режимы управления — для уменьшения влияния квалификации оператора на качество обработки.
Б. Рекомендации для потребителей:
1. Морально устаревшие станки для обработки седел с мертвыми пилотами и байонетными шарнирами в настоящее время пригодны только для грузовых машин и тяжелой техники. При этом они все сделаны настолько одинаково, что переплачивать за бренд какого-то их более именитого производителя вообще не имеет никакого смысла с точки зрения качества обработки и производительности.
2. Обмануть законы физики в попытке использовать морально устаревшее оборудование для головок современных легковых автомобилей и мотоциклов невозможно, такая попытка приведет только к большому разочарованию «счастливого» обладателя морально устаревшего станка.
3. Станки для обработки седел с ЧПУ имеют сейчас настолько высокую цену, что практически исключается их окупаемость. Их приобретение из маркетинговых соображений, как это было 15-20 лет назад, потеряло всякий практический смысл. А если учитывать их низкую производительность и повышенные требования к квалификации оператора, то их приобретение для ремонта в настоящее время вообще не имеет никакого разумного обоснования.
4. Исходя из пп.1-3, при необходимости ремонта широкого спектра моторов требуется универсальное оборудование, которым в настоящее время безальтернативно являются только и исключительно станки для обработки седел жесткого типа с цилиндрическими пилотами.
5. Технологические возможности станков жесткого типа в настоящее фактически достигли предела по точности. И это очень высокая точность! Однако пользователю важно различать особенности устройства и количество воздушных подушек в системе центрирования станка для выбора наиболее оптимального варианта.
6. Жесткие станки с ручным кнопочным управлением постепенно устаревают и теряют позиции на рынке. Поэтому, учитывая нарастающие проблемы с персоналом, наиболее перспективными для применения в ремонте станками жесткого типа с цилиндрическими пилотами являются те из них, которые оснащены сенсорным управлением и простыми автоматическими функциями.
Александр Хрулев©
д.т.н., с.н.с.
*Данная статья представляет собой оценочное суждение (мнение) автора на рассматриваемую в статье тему и выражает личную точку зрения, которая не претендует на неопровержимое доказательство и не утверждает каких-либо неоспоримых фактов. В соответствии с этим, при любом использовании, полном или частичном, материалов данной статьи ссылка на оценочное суждение автора обязательна.
